Как происходит 3D-печать
Классическая 3D-печать подразумевает создание трёхмерных объектов за счет последовательного нанесения слоев материала, повторяющих контуры цифровой модели. Сначала происходит нагрев филамента выше температуры плавления и полимер переходит из твёрдого состояния в жидкое. Жидкий полимер экструдируется через тонкий канал – сопло.
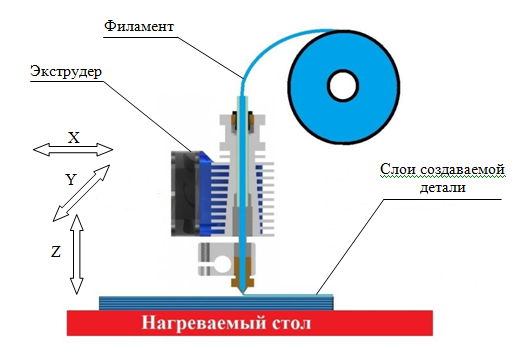
После экструдирования, полимер охлаждается в окружающей среде и происходит обратный переход из жидкого состояния в твёрдое. Таким образом, в процессе 3D-печати происходит два фазовых превращения полимера: из твёрдого в жидкое и из жидкого в твёрдое.
Сегодня для 3D-печати доступны различные высокотемпературные пластики. Например, PEEK, PEEK CF, PPSU и т.п. Изделия из таких материалов обладают следующими свойствами:
- Термическая стойкость выше 100 0С
- Химическая стойкость к агрессивным средам
- Высокая прочность, близкая к металлам
Проблемы печати
У тугоплавких полимеров высокая температура плавления и экструдирования. При экструдировании полимера в среду комнатной температуры, создается большой перепад температур (или температурный градиент). При высоком температурном градиенте, происходит быстрое охлаждение - это приводит к ряду негативных эффектов.
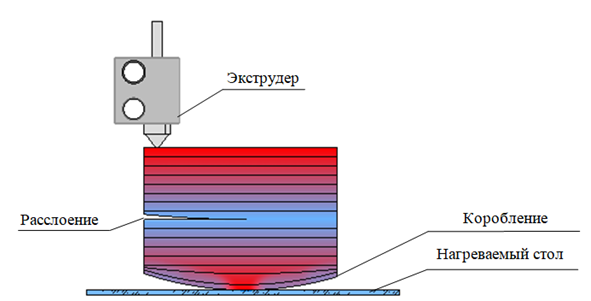
- При быстром затвердевании (полимеризация) в изделии остаются повышенные напряжения в поверхностных слоях материала. Это приводит к трещинам, расслоениям, отклонениям от размеров. Как следствие, такие изделия обладают пониженными термическими и механическими свойствами.
- Отлипание слоев пластика от поверхности стола, на котором печатается изделие. Это связано с тем, что при печати первого слоя, расплав экструдируется на поверхность стола и при охлаждении происходит адгезия полимера к материалу стола. Охлаждение последующих слоев полимера сопровождается с явлением усадки, приводящее к увеличению напряжений в первом слое.
Как это решает термокамера?
Использование термокамеры в процессе печати, позволяет изменять температуру окружающей среды, в которой происходит охлаждение полимера. Появляется возможность контролировать степень усадки, в зависимости от полимера
Обеспечение контролируемого процесса полимеризации приводит к:
- снижению межслойных напряжений
- устранению эффекта коробления
- достижению более однородной структуры изделия
При сравнении результатов печати изделий из тугоплавких полимеров, изготовленных без использования термокамеры и с термокамерой, наблюдается, что у изделия, изготовленного в термокамере, минимизируются отклонения геометрических размеров от заданной формы, снижается шероховатость поверхности, изделия обладают улучшенными термическими и механическими свойствами.
Основные преимущества термокамеры:
- достигается высокая степень кристалличности изделия, что приводит к улучшенным химическим, механическим и термическим характеристикам;
- обеспечивается однородность кристаллической структуры материала, это приводит к одинаковым свойствам по всему объему изделия и исключает негативные эффекты коробления и расслоения;
- нет необходимости в дополнительных процессах термообработки, таких как отжиг, что приводит к сокращению времени производства готовых изделий;
- нет ограничения по минимальной толщине стенки из-за отсутствия термической обработки после печати изделия;
- отсутствие деформации из-за термической обработки, что приводит к лучшим допускам формы и точности размеров.
Альтернативное решение - отжиг
Отжиг – это специальный процесс термообработки, приводящий к оптимизации молекулярной структуры полимера и снижению межслойных напряжений, возникающих при быстрой полимеризации.
Этот процесс осуществляется следующим образом. Изделие помещают в печь, повышают температуру воздуха выше температуры точки стеклования полимера, и выдерживают в течение определенного периода времени. Время выдержки рассчитывается в зависимости от минимальной толщины стенки изделия. После этого происходит медленное охлаждение со скоростью примерно 10 0С в час до температуры окружающей среды.
Недостатки процесса
- отжиг занимает достаточно длительное время и может продолжаться более восьми часов, что не всегда экономически целесообразно, особенно в условиях серийного производства;
- в процессе отжига происходит некоторое изменение размеров изделия, вызванное перегруппировкой зерен полимера на микроскопическом уровне;
- неоднородность в кристаллической структуре изделия при наличии разных по толщине стенок, более толстые стенки остаются неотожжёнными;
- применяя термический отжиг, невозможно устранить искажение формы изделия, вызванное эффектами коробления и расслоения.