
Здравствуйте мои уважаемые читатели!
Печатные платы по расположению радиоэлементов, можно разделить на две основные группы: односторонние и двухсторонние. По расположению проводников на плате их делят на три группы: односторонние, двухсторонние и многослойные.
Из-за сложности изготовления, многослойные платы в любительских конструкциях применяются очень редко – слишком сложная технология изготовления, но встречаются конструкции на просторах интернета, при этом, платы заказывают на заводе.
Односторонние платы ( именно по расположению проводников ) применяются чаще всего из-за простоты изготовления. Двухсторонние применяются реже, но расположение проводников с двух сторон платы существенно упрощает разводку ( топологию).
И при всей «простоте» изготовления печатных плат, практически во всех платах требуется сверлить отверстия.
Вот об этом и пойдёт речь сегодня.
Как и чем сверлить отверстия мои читатели, я надеюсь, знают! Но не многие знают, как сверлить, чтобы отверстия в плате получались качественные.
В первую очередь надо определиться каким типом сверла сверлить и какой для этого применять инструмент…
Основное требование – после сверления, отверстие должно быть ровное ( желательно без рисок ), медное покрытие без вздутия по краям и без деформации, иначе при пайке площадка отслоится…
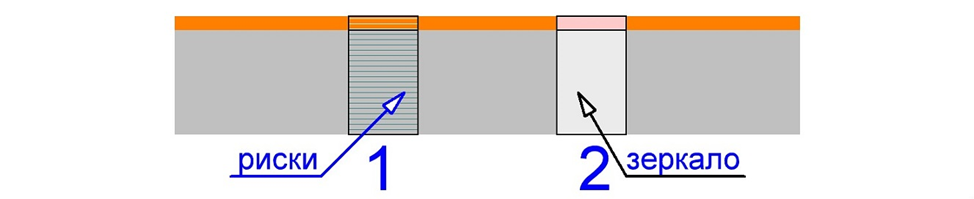
Рис. 1. Два отверстия хорошего и очень хорошего качества.
Диаметр отверстия должен соответствовать диаметру сверла или чуть больше. Соответствие диаметров отверстия и сверла находятся в прямой зависимости от качества заточки сверла, а качество поверхности отверстия дополнительно зависит от скорости вращения сверла и скорости подачи сверла при сверлении.
Рассмотрим, как выглядит сверло при увеличении
Рис. 2. Так выглядит спиральное сверло при увеличении.
На правом рисунке спираль выпрямлена для лучшего понимания.
При вращении сверло представляет собой цилиндр с усечённым конусом при вершине. Что же определяет диаметр отверстия при сверлении? За соответствие диаметра отверстия диаметру сверла отвечает ЛЕНТОЧКА! Все наблюдали эту ленточку на больших свёрлах, она распложена по самому краю спирали, а точнее двух спиралей и незначительно возвышается над поверхностью спирали. И её задача ОТКАЛИБРОВАТЬ отверстие вслед за работой режущей кромки. Сверло при вращении, режущей кромкой срезает материал, при этом поперечная кромка его разворачивает.
Но если сверло заточено некачественно – одна режущая кромка больше другой – поперечная кромка сдвинута относительно оси вращения, то ленточка свою функцию выполнять не будет и отверстие получится большего диаметра. И при погружении при сверлении отверстие получится не цилиндрическим, а конусным.
Качество заточки на больших свёрлах видно сразу при работе – из под сверла должны выходить две одинаковые стружки. Если выходит одна стружка, значит, одна режущая кромка сточена сильнее или под другим углом.
При работе малыми сверлами очень трудно рассмотреть этот процесс – стружка мелкая и обороты высокие…
Режущие кромки образуют двойной угол «2Ф» и для разных материалов его величина различна. И есть ещё один угол – угол заточки режущей кромки и он как раз и определяет качество сверления.
Как же должна выглядеть режущая кромка сверла после его правильной заточки? Не буду утомлять моих читателей теорией из учебников. Выглядит она приблизительно так
Рис. 3. Вид режущей кромки при правильной заточке.
На рисунке видно, что в начале затачивается режущая кромка и после этого сверло наклоняется под другой угол и производится «затыловка» режущей кромки ( понижение ). При правильной заточке этот процесс производится по траектории «1», но при кустарной заточке обычно изменяют угол заточки и стачивают по траектории «2». Очень важно, чтобы обе режущие кромки получились одинаковые! На свёрлах маленького диаметра поперечная кромка получается такая «какая получилась»!!! Но надо помнить, что чем уже поперечная кромка, тем выше качество сверления! На «солидных» свёрлах её уменьшают, стачивая переднюю часть режущей кромки со стороны спирали сверла, но так, чтобы не стачивать ленточку. К сожалению, такую «операцию» сверлам диаметром менее 3 мм сделать очень трудно из-за отсутствия соответствующих заточных кругов и оптики высокого разрешения.
И вот сверло заточено правильно и как же происходит процесс сверления? Сверло вращается и сверлит материал!
Рис. 4. Вот так примерно выглядит процесс сверления в начале.
Многие, а возможно и все мои читатели платы сверлят уже давно и с этой операцией знакомы, но, я уверен, что большинство моих читателей, не догадывается чем, заканчивается каждый процесс сверления.
Рис. 5. Вот такой результат работы поперечной кромки и скорости подачи сверла.
Выдавливание очень хорошо видно при сверлении металла сверлом большого диаметра, но это так же есть и при сверлении печатных плат. При сверлении металла это не существенно, а при сверлении двухсторонней платы возможно отслоение меди. И обычно на выходе сверло «вырывает» кромку и медь, если она присутствует, всё из-за того, что при выходе усилие при сверлении уменьшается, а усилие на сверло остаётся прежним…
И это первый пункт в особенностях сверления печатных плат.
Теперь о скорости подачи сверла и она так же существенно влияет на качество сверления. Под скоростью подачи подразумевается, сколько материала срезается за один оборот сверла. Можно подавать нормально и отверстие получится качественное, а можно увеличить усилие и сверло будет «рвать» материал и отверстие будет некачественное, особенно на выходе…
Рис. 6. Зависимость качества от скорости подачи сверла.
Как видно из рисунка при нормальной подаче несрезанная часть материала не касается затыловки спирали, а при сильном нажиме сверло срезает много материала и сверло затыловкой давит и деформирует материал. При сверлении металла сверло и деталь будут сильно нагреваться, а при сверлении печатной платы сверло «продавит» гетинакс или текстолит.
И это второй пункт в особенностях сверления печатных плат.
Следующий фактор, влияющий на качество сверления – длина сверла и биение сверла при вращении. Биение сверла – это отклонение сверла при вращении от оси вращения. Очень важный параметр! Зависит от самого сверлильного приспособления и в первую очередь от патрона, в который зажато свело. Патроны бывают двух основных типов: кулачковые и цанговые. Цанговые более точные, но и у них есть маленький секрет – диаметр хвостовика сверла должен соответствовать диаметру цанги, вставленной в цанговый зажим. Длина сверла так же имеет значение, особенно если сверло в патроне уже имеет биение, чем длиннее сверло там сильнее биение.
И это третий пункт в особенностях сверления печатных плат.
Теперь о скорости вращения сверла. Многие авторы в интернете по видео показывают свои сверлильные приспособления – назовём их сверлилками… Очень много интересных конструкций: просто моторчики с патронами или цангами – это основная масса сверлилок, а есть хорошие сверлильные станочки с такими же моторчиками и патронами или цангами. Такие сверлильные станочки обеспечивают и более плавную подачу, и обеспечивают перпендикулярность сверления, что очень важно! И вот у всех этих сверлильных приспособлений есть один главный недостаток – это обороты при сверлении!!! На всех видео все сверлилки имеют пониженные обороты!!! Согласен! Возражать не стану, но приведу конкретные данные.
Каким сверлом сверлить. Сверло может быть стальным или твёрдосплавным. Стальные изготавливают из стали Р6М5, реже из стали Р18. Твёрдосплавные изготавливают и твёрдого сплава ВК8. В Китае предлагают ещё и из карбида, но какого установить не смог – взял пачку для испытания.
И теперь самое интересное – скорость вращения для стального сверла диаметром 0,7 – 1,0 мм рекомендуемая 3000 об/мин. Очень интересные обороты, но ещё интереснее обороты в минуту для твёрдосплавного сверла тех же диаметров – минимальная 6000 об/мин, а рекомендуемая 16 000 об/мин. Вращение со скоростью 16 000 оборотов обеспечивает зеркальную поверхность отверстия, что очень важно при металлизации отверстий, но так как у большинства любителей наблюдается полное отсутствие хлористого палладия, то металлизацию отверстий рассматривать не будем. Процесс очень интересный, но и очень дорогой! Поэтому, если моим читателям удастся найти мотор с такими оборотами, надо делать хорошую сверлилку. Почему я так заострил внимание на высоких оборотах и твёрдосплавных свёрлах. Это позволяет улучшить качество печатных плат и повышает долговечность сверла. Как сказал один автор в своём видео, что чем ниже обороты, тем дольше сверло служит… ОН БЫЛ СОРВЕРШЕННО НЕПРАВ!!!
И теперь о долговечности сверла.
Многих моих читателей удивят нормы на работу сверла от заточки до заточки… У стального сверла Р6М5 одна заточка позволяет качественно просверлить 75 отверстий, сверло из Р18 позволяет сделать 100 отверстий. После этого сверло необходимо заточить, а точнее переточить потому, что сверло необходимо укоротить на длину равную толщине плат. Для твёрдосплавного сверла этот параметр существенно лучше и для ВК8 составляет 4000 отверстий до следующей переточки.
Рис.7. Вот так выглядит сверло из твёрдого сплава.
Как видно из рисунка хвостовик сверла утолщённый, и все такие свёрла имеют одинаковый диаметр хвостовика, что очень удобно для подбора цангового зажима…
Рис. 8. Параметры твёрдосплавного сверла.
Диаметр хвостовика указан для сверл 0,5 – 0,7 мм, но все сверла до диаметра 2,5 мм имеют такие же хвостовики. Исходя из длины сверла 8,5 мм – его можно заточить, ещё четыре раза и с учетом первой заводской заточки получается, что одним сверлом можно просверлить 20 000 отверстий при аккуратном обращении со сверлом…
Отыскать моторчик на 16 000 об/мин и даже на 10 000 об/мин найти практически невозможно, можно купить готовый комплект, но для него требуется сжатый воздух, так как там нет обычных подшипников – вал вращается в воздушном зазоре. Но если посчастливится и попадется моторчик 6000 – 7000 об/мин, твердосплавные свёрла будут работать качественно, при этом необходимо обеспечить соответствующую подачу, чтобы сверло подавалось с постоянной скоростью без усилия. При 16 000 оборотов, сверло диаметром 0,8 мм успевает просверлить стопку из трёх плат за 0,5 секунды. Исходя из этого параметра, и надо рассчитывать скорость подачи при 6000 об/мин.
А если сверло сломалось, хвостовик не выбрасывайте – из него получается классная чертилка для разметки!
Вот такая получилась экскурсия в технологию сверления печатных плат. Надеюсь, материал понравился и не утомил моих читателей!
Пишите комментарии, ставьте лайки и подписывайтесь, если материал понравился.
Желаю всем здоровья, успехов и прекрасного настроения!!!
И чистого неба над головой!!!
