Контактный наконечник довольно небольшая деталь сварочной горелки для дуговой сварки, но от этой детали глобально зависит стабильность процесса сварки в целом.
Само слово деталь имеет французское происхождение и в одном из значений имеет перевод, как мелочь или мелкая вещь. А в реальности не правильно подобранный контактный наконечник или изношенный в процессе сварки доставляет массу проблем, как самому сварщику, так и качеству полученного сварного соединения.
Контактные наконечники для сварочных горелок дуговой сварки в защитных газах выпускаются различных размеров, разного химического состава и способа их изготовления. Имеют различный внешний вид, способ изготовления отверстия под сварочную проволоку. У одних наконечников отверстие под сварочную проволоку сверлят механически, а у других отверстие под сварочную проволоку делают заранее при изготовлении заготовки.
Но при всём многообразии способов изготовления наконечников назначение одно, обеспечивать стабильность процесса сварки.
Не буду принижать роль других деталей сварочной горелки, а так же механизма подачи сварочной проволоки, так как стабильность процесса сварки и качество сварного соединения зависят от правильно подобранного оборудования в целом. Цель этой статьи рассмотреть, что представляет собой контактный наконечник и его физические свойства.
Начнём с того, что контактный наконечник это деталь сопловой группы сварочной горелки для дуговой сварки в защитных газах. Так, как во время сварки расстояние от сварочной ванны до торца сопловой группы сварочной горелки составляет всего 10-20мм, то эти детали находятся в крайне агрессивных условиях эксплуатации. А именно это: высокая температура (сварочная ванна около 1500°С), химическое воздействие процессов плавления и механическое воздействие сварочной проволоки на внутреннее отверстие контактного наконечника. Учитывая, что температура плавления меди (то из чего изготовлении контактный наконечник) 1085°C то возникает вопрос, как продлить «жизнь» контактному наконечнику? Если при сварке на токах примерно до 220-240А и диаметре сварочной проволоки 1,0-1,2мм погонная энергия условно не большая. То при сварке на больших режимах вопрос жизненного цикла контактного наконечника становится существенным, особенно при сварке на форсированных режимах и сварке двумя проволоками одновременно (тандем процесс).
Рассмотрим, из чего же производятся контактные наконечники, особенности их производства и физические свойства на примере немецкого производителя данной продукции фирмы CEP – Compound Extrusion Products GmbH. Отмечу, что цель этой статьи не реклама конкретного производителя, таких производителей не мало. Цель этой статьи – как правильно выбрать контактный наконечник при решении той или иной задачи при сварке различных металлоконструкций.
Композитные трубки DISCUP®
Остающаяся неизменной твердость - остающаяся постоянной эффективность.
Схематическое изображение гидростатического экструзивного прессования
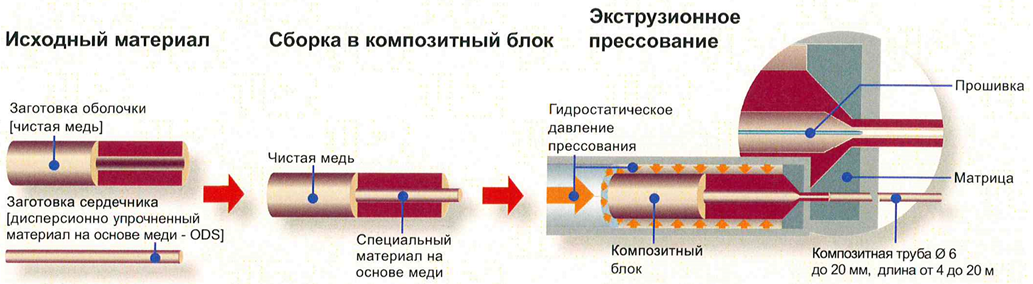
Композитные трубки DISCUP® предлагают уникальную комбинацию из оптимальных свойств:
· Высокая твердость и износостойкость сердечника благодаря дисперсионно упрочненному материалу DISCUP® на основе меди
· Высокая проводимость оболочки из чистой меди для эффективной передачи тока и отвода тепла
Изготовление с самой высокой точностью:
· Исключительная точность отверстий, точность формы и качество поверхности
· Превосходная соосность и концентричность отверстия
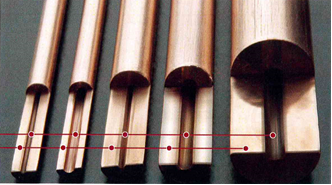
Видимый в поперечном сечении трубки внутренний контур имеет в стандартном исполнении круглую форму. В качестве специального исполнения поставляются трубки с пятиугольным внутренним контуром, через которые достигается лучший контакт с проволокой и примерно на 30 % больший объем для приема частиц грязи и продуктов истирания проволоки
Сердечник: дисперсионно упрочненный конструкционный материал на основе меди - ODS. Высокая твердость при повышенной температуре
и износостойкости, твердость 150 - 220 HV.
Оболочка: E-CU, максимальная электропроводность, твердость 115 +/- 10 HV
Прутки и композитные трубки/мундштуки из материала DISCUP®
Стандартная форма поставки: Конструкционные материалы DISCUP® имеются в наличии в виде прессованных, волоченых и выправленных полуфабрикатов (круглые прутки, профили) со стандартными размерами (специальные размеры по запросу).
· Композитные трубки DISCUP® были разработаны и оптимизированы специально для изготовления токоподводящих наконечников для MIG/MAG - сварки.
· Твердый сердечник с превосходной износостойкостью и оболочка с высокой электро- и теплопроводностью представляют собой оптимальную комбинацию свойств для максимального срока службы и самой высокой производительности при сварке.
· Благодаря уникальному способу экструзивного прессования обеспечивается самое высокое качество отверстия с точки зрения соосности, концентричности и чистоты обработки поверхности.
DISCUP ® Высокопрочные конструкционные материалы на основе меди
Сравнение МИКРОСТРУКТУРЫ пруткового материала
DISCUP ®: Материалы и свойства
Материалы DISCUP® изготавливаются с различными категориями прочности:
При комнатной температуре значения твердости лежат в пределах от 120 до 210 HV 30.
Как видно из таблиц выше дисперсионно упрочнённый медный сплав, подвергнутый термической обработки, имеет самые высокие показатели механической прочности при температуре 1000°С, но при этом имеет самый низкий показатель по электропроводности, чуть больше 40° от чистой меди. Что в свою очередь потребует увеличения напряжения при сварке. Самым оптимальным вариантом является контактный наконечник, выполненный из сплава CuCrZr.