Импульсный режим в ТIG на постоянном токе. Термины и настройки.
Импульсный режим (при сварке неплавящимся электродом в защитном газе) расширяет возможности процесса дуговой сварки до умопомрачительных, в части управления тепловложением, величин.
Но требует от сварщика гораздо больших знаний о сварочном процессе в области математики, физики и металловедения. Но не всё так страшно-попробуем разобраться.
Казалось бы, что внедрение внешнего управления с педали позволяет решить всё разнообразие задач в TIG-но импульсный режим позволил расширить границы возможностей ещё дальше.
Однако, не следует думать, что для решения сварочных задач придётся заучивать массу параметров для каждого конкретного случая-всё проще и сложнее одновременно.
Основы теории импульсного режима.
Так как речь у нас идёт за разновидность электродуговой сварки-то импульс в электрике это — кратковременный всплеск электрического напряжения или силы тока в определённом, конечном временном промежутке. То есть здесь имеем дело с током, который можно обозначить как пиковый ток-максимальный ток импульса, обозначим его как Ip.Единицы измерения-А(ампер)
Во время действия данного тока происходит максимальный ввод тепла в сварочный шов в единицу времени, происходит расплавление металла шва и присадки (при необходимости).
В следующий временной промежуток необходимо снижение тепловложения в шов для частичной кристаллизации сварочной ванны, что достигается переключением сварочного источника на второй, пониженный по отношению к Ip ток –назовем его базовым током и обозначим как IB. Единицы измерения-А(ампер)Также базовый ток может задаваться в % от пикового. Принципиально ничего не меняется.
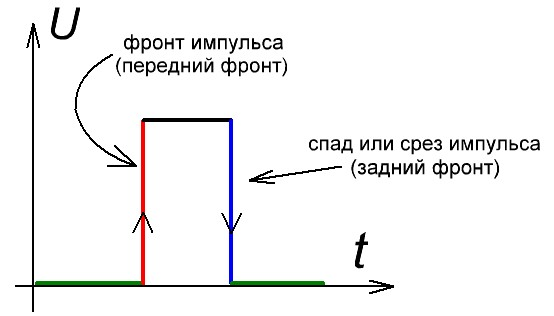
Время, за которое амплитуда Ipснизится до IBназывается фронтом спада или задним фронтом импульса, измеряется в секундах. Обозначим его как Тс.
Время, за которое амплитуда IB вырастет до Ip называется фронтом нарастания или передним фронтом импульса, измеряется в секундах.Обозначим его как Тф.
Теперь определимся, что такое период импульса и частота применительно к настройкам процесса ТIG.
Период импульса-это сумма времен действия пикового тока, базового тока, переднего и заднего фронта. Обозначается в секундах-Тп=ТIp+ТIb+Тс+Тф
Частота импульса-это количество полных периодов импульса за 1 секунду-обозначается в герцах(Гц)/Hz
Например-время действия пикового тока-0,25сек; время действия базового тока-0,25сек; задний фронт-0,25сек; передний фронт-0, 25сек.Полное время периодаТп =0,25+0,25+0,25+0,25=1 секунда.
Следовательно, частота импульса(F) составит 1Гц(Hz). F=1/Тп (1Гц=1/1 сек.На первой картинке фронты нарастания /спада равны 0, кстати.Более верно будет так.
На практике, величины переднего и заднего фронта часто жёстко зашиваются в программу сварочного аппарата и изменять их можно только опытным пользователям( только в машинах премиального класса, и то, как правило -в специальном экспертном меню, скрытому от рядового пользователя в обычных условиях.)
Вот оно как.... так что же делать и как с этим жить.
Если все же пытливый ум и руки неумелого пользователя неизвестно что наворотили в настройках экспертного меню и работа сварочной машины просто ужасна-предусмотрена функция сброса на заводские настройки- ознакомьтесь с данным алгоритмом заранее.
Преимущества импульсного режима-
При сварке на частотах до 10 Гц линейная скорость ручной сварки сильно меньше, что даёт оператору (сварщику) больше возможностей для контроля сварочной ванны и качества подачи присадочного материала(при необходимости).
С ростом частоты увеличивается тепловая мощность, хотя и нелинейно, растёт степень сжатия и стабильность столба дуги, что приводит к снижению блуждания анодного пятна и уменьшению зоны термического влияния.
Современные промышленные источники для ТИГ-сварки могут работать с частотой импульса 15000 +Гц. На постоянном токе прямой полярности(DCEN)
Особенно хорошо импульсный режим на постоянном токе прямой полярности (DCEN)показывает себя при сварке нержавеющих сталей и сплавов на основе титана. На постоянном токе обратной полярности(DCEP) импульсный режим промышленного применения не получил.
Следует помнить, что подавляющее количество сварочных задач могут быть решены при различных вариантах настроек импульсного режима в каждом конкретном случае.
Что такое ВЧ-импульс и с чем его едят?
Данный режим применяется для сужения факела дуги, улучшения смачиваемости сварочной ванной кромок разделки и повышения уровня дегазации расплава. Как правило, в данном режиме коэффициент заполнения импульса ограничен величиной в 50%. ВЧ -импульс в TIG начинается от частоты в 1кГц.Но эта градация условна. Так-то и 300Гц весьма неслабо посвистывают в акустическом диапазоне.
Из отечественных разработок высокопрофессиональных сварочных машин для TIG-процесса можно выделить продукцию под брендами "Эвоспарк","Форсаж","Технотрон".