Ракель
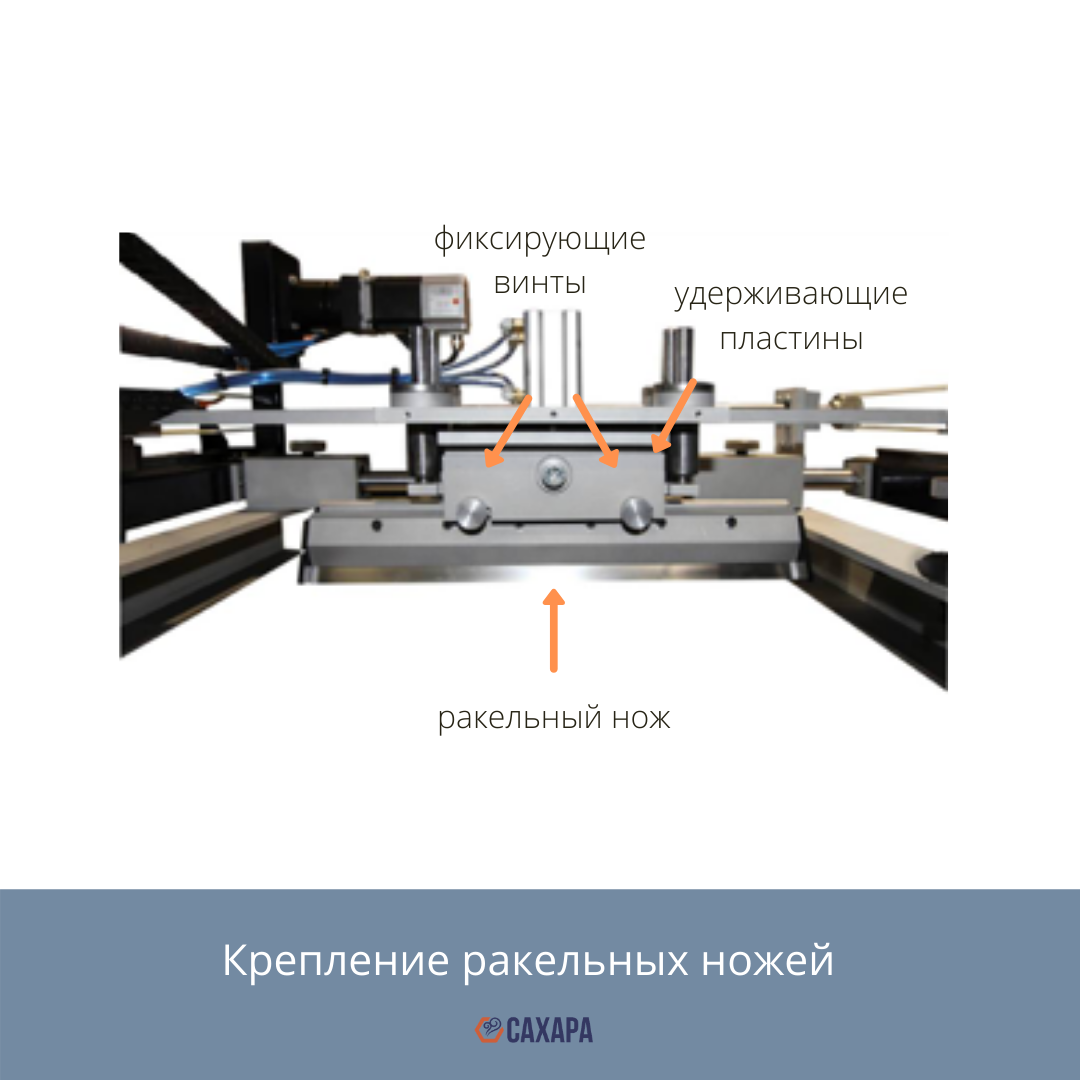
Ракель представляет собой держатель и лезвие (нож) , при помощи ракеля продавливается паяльная паста через апертуры трафарета на печатную плату.
Виды ракелей
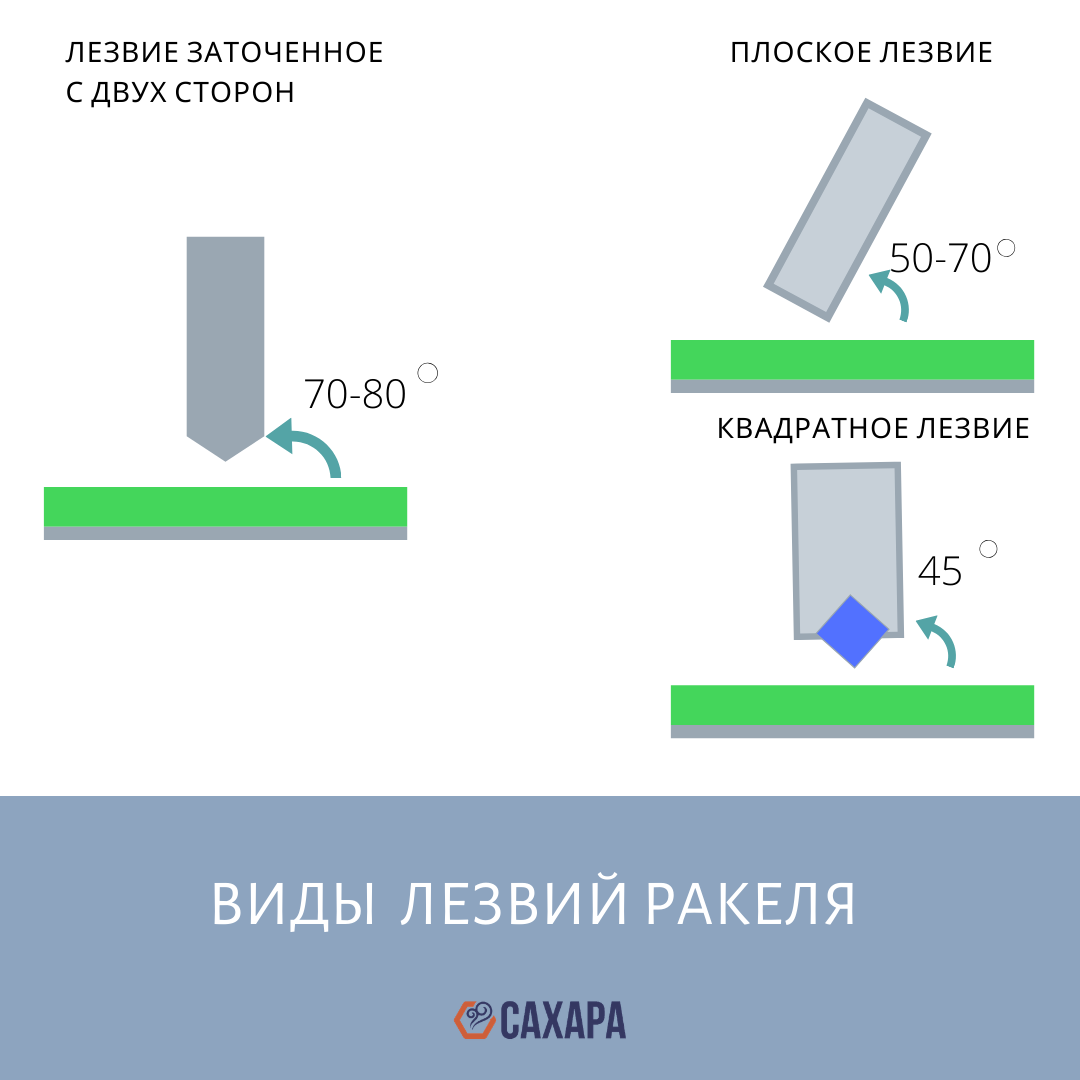
Лезвия ракеля бывают металлическими и полиуретановыми . Полиуретановые лезвия подразделяются на квадратные , заточенные с обеих сторон, плоские. В зависимости от угла наклона ракеля мы можем наносить паяльную пасту с разной вязкостью. Полиуретановые лезвия быстро изнашиваются и поэтому постоянно за ними нужно следить и менять настройки печати.
Металлические лезвия. Металлические лезвия используют плоской формы, они более долговечны и на сегодняшний день более распространены чем полиуретановые.
Факторы влияющие на процесс печати
Угол атаки ракеля
Как правило паста не заполняет апертуру пока валик паяльной пасты не переместится на 75% за передний край апертуры . Именно прокатка валика паяльной пасты создаёт нисходящую силу , которая заставляет пасту заполнять отверстия. Для качественного заполнения апертуры паяльной пастой очень важен угол атаки ракельного лезвия. Угол атаки - угол между лезвием ракеля и трафаретом во время процесса печати , при давлении и скорости в активном режиме печати ( при давлении и движении). Существуют несколько способов контролировать угол атаки. Одним из способов является конструкция держателя лезвия ракеля , который крепит лезвие под определённым углом . Вторым способом является использования различных по жёсткости и толщине ракельных лезвий , при давлении на трафарет изменяется угол атаки лезвия и происходит более ранее заполнением апертуры паяльной пастой.
Скорость движения ракеля влияет на заполнения апертур паяльной пастой . При высокой скорости возникают чрезмерные механические нагрузки на паяльную пасту и снижается её вязкость. Многие пасты можно наносить при скорости печати до 100 мм/с. Для более быстрой печати нужно подбирать специальные пасты и экспериментировать .
Давление ракеля влияет на качество нанесения паяльной пасты . Необходимо равномерно распределить давление ракеля по всей длине лезвия ракеля и продавить паяльную пасту по всей ширине печатной области, заполняя апертуры, при этом оставляя чистую поверхность трафарета. Давление зависит от толщины трафарета, скорости движения ракеля, материала лезвия ракля, состава паяльной пасты. Все параметры подбираются экспериментальным путём.
Скорость отделения трафарета
Для того чтобы паста не растеклась и не оставалась на трафарете необходимо равномерно отделить трафарет от печатной платы. Снижение скорости отделения трафарета уменьшает трение пасты о стенки апертуры и даёт более ровный отпечаток паяльной пасты. В автоматических принтерах и некоторых моделях полуавтоматических принтеров этот параметр можно настроить.
Температура и влажность нанесения пасты
При нанесении пасты идеальными условиями считаются температура 22-26 градусов и влажность 40-50%.
Первичный валик из паяльной пасты должен иметь диаметр 12 - 16 мм и по длине соответствовать рисунку трафарета. При нанесении пасты трафарет засоряется остатками флюса и это сказывается на качестве нанесения паяльной пасты поэтому периодически трафарет нужно чистить, периодичность зависит от трафарета и требований нанесения пасты.
Напишите пожалуйста в комментариях какие вы используете ракели, ваш опыт может быть полезен!