Паяльная паста представляет собой сложный состав порошка припоя состоящего из мелких частиц (шариков) и различных видов полимеров , начиная от модифицированных канифолей и заканчивая системами смол , растворителями , активаторами и другими добавками. Паяльные пасты должны соответствовать следующим требованиям:
Возможность наносить пасту методом дозирования и методом трафаретной печати .
При нанесении паста должна оставаться там где напечатана и не должна оседать и позволять ставить компоненты на печатную плату и удерживать их.
Быть устойчивой к растеканию при начале процесса оплавления.
При оплавлении должно быть отсутствие брызг и образующихся из них шариков припоя.
Создание высококачественных паянных соединений не разрушающихся со временем.
Минимальные и легко удаляемые отходы флюса после процесса оплавления.
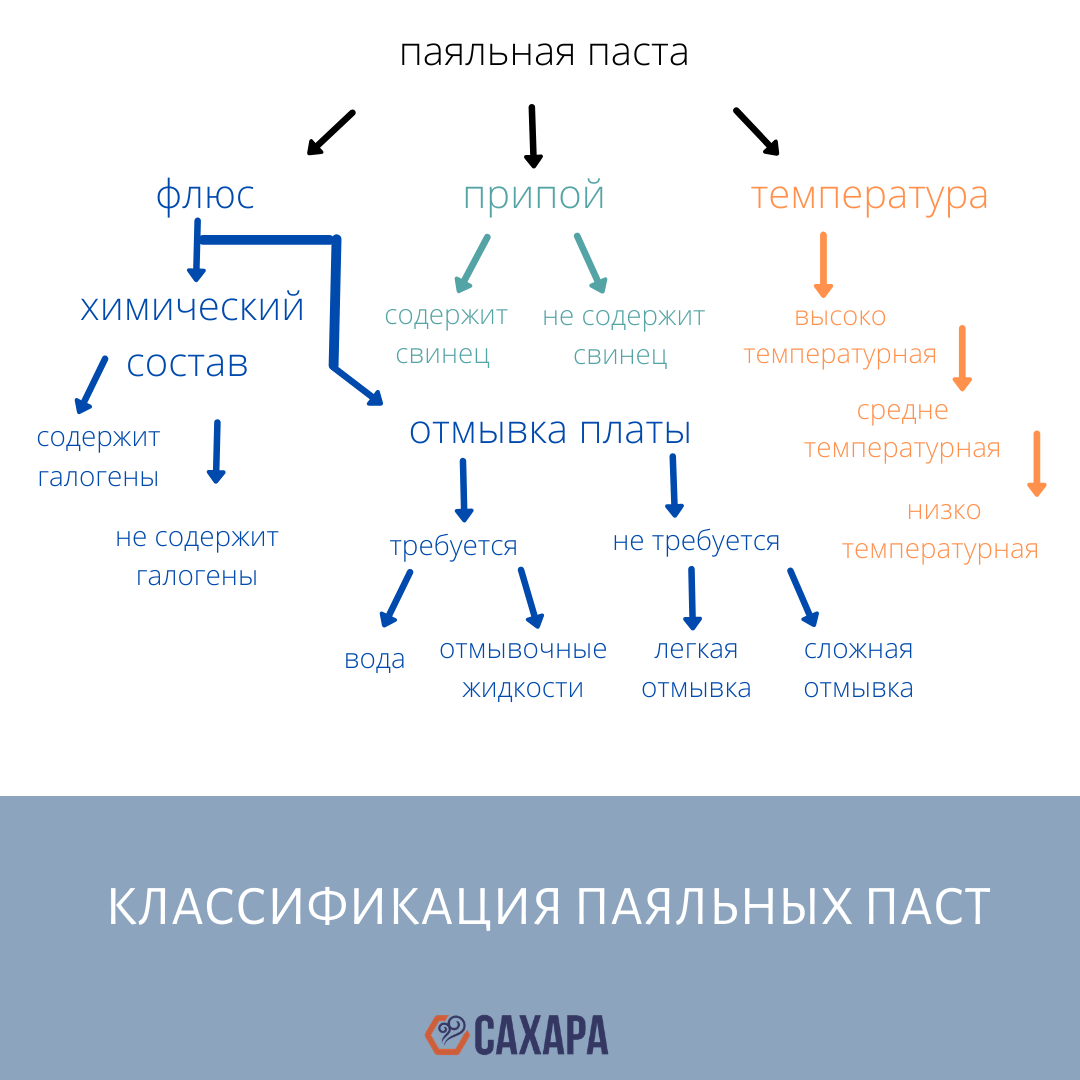
Виды паяльных паст:
Паяльные пасты содержат припои , припои разделяются на оловянно - свинцовые с добавкой серебра (или других легирующих добавок) и бессвинцовые пасты состав олово - висмут(индий). Состав свинцовых паст и бессвинцовых паст разнообразен и зависит от технических требований которые предъявляет промышленность. Температура плавления бессвинцовых паст выше чем у паст с наличием свинца .
Паяльные пасты содержат флюс . Главным требованием к флюсу является обеспечение хорошей смачиваемости поверхности контактной площадки печатной платы. Дополнительно флюс должен растворять поверхностные плёнки на контактных площадках, хорошо смываться , предотвращать окисление поверхностей, химическая активность должна проявляться только при оплавлении. Флюсы бывают с содержанием смолы и без содержания смолы. Основу флюсов с содержанием смолы составляет канифоль, представляющая собой смесь органических кислот. Флюсы с содержанием смолы разделяются по кислотности и активности флюса. Активность флюса зависит от содержания в его составе галогенов. Наличие галогенов влияет на необходимость отмывки плат после пайки, чем активнее флюс тем выше необходимость отмывки плат. Для обеспечения надежного паянного соединения важным является смачиваемость припоем контактных площадок. Этому способствует активность флюса. Уровень активности флюса указывает на способность вызывать коррозию. Исходя из данного показателя и определяется необходимость удаления остатков флюса после пайки. В зависимости от разновидности флюса в составе пасты они подразделяются на пасты требующие отмывки и пасты не требующие отмывки после оплавления . В зависимости от требований технологического процесса, конечного заказчика изделий и выбирают тип пасты для применения. Более подробную информацию о составе пасты и возможных применениях указывают фирмы производители паяльных паст.
Паяльная паста имеет ограниченный срок хранения и поэтому очень важно для качественной работы соблюдать условия транспортировки и хранения паяльной пасты. Паяльная паста теряет свои свойства при неправильной транспортировке, при нарушении температурного режима хранения. При выборе поставщика паяльной пасты выбирайте того кто сможет обеспечить быструю доставку из места производства пасты до места нанесения пасты. Важно как перевозили пасту, при какой температуре и как долго она находилась в дороге. Чем ближе к вашему производству производиться паяльная паста чем выше вероятность получить паяльную пасту с теми параметрами которые заявляет производитель паяльной пасты! Паяльную пасту рекомендовано хранить в холодильнике при температуре от + 1 градус до +10 градусов . Хранение пасты в других температурных режимах приводит к сокращению срока хранения паяльной пасты.