Система координат используется повсеместно и не ограничивается одним устройством ЧПУ. Даже современные станки имеют общую особенность: они используют оси X, Y и Z для создания системы координат внутри станка и обеспечения движения инструмента. Метод перемещения может быть разным, основные принципы остаются неизменными. В этом материале мы рассмотрим основы системы координат ЧПУ, такие как декартова система координат, рабочая система координат и система смещения.

Зачем нужны координаты?
Для станка очень важно понимать физическое и пространственное положение заготовки. Просто вставить кусок металла в станок с ЧПУ и нажать кнопку пуска недостаточно.
Ситуация становится еще более запутанной, когда для обработки требуется несколько инструментов. Каждый инструмент имеет уникальную длину, которая изменяет расстояние между базовой точкой шпинделя и заготовкой. Поэтому исходная точка, установленная для 3-миллиметровой концевой фрезы, не будет применима к 6-миллиметровому сверлу.
Система координат служит средством, с помощью которого станки с ЧПУ воспринимают трехмерное пространство. Без нее ЧПУ не будет знать:
Расположение заготовки.
Расстояние между инструментом и заготовкой.
Какие движения необходимо использовать для обработки заготовки.
На первый взгляд, система координат может показаться сложной, но она состоит из основных элементов, которые легко понять. Давайте начнем с основ декартовой системы координат.
Декартовая система координат в ЧПУ станках.
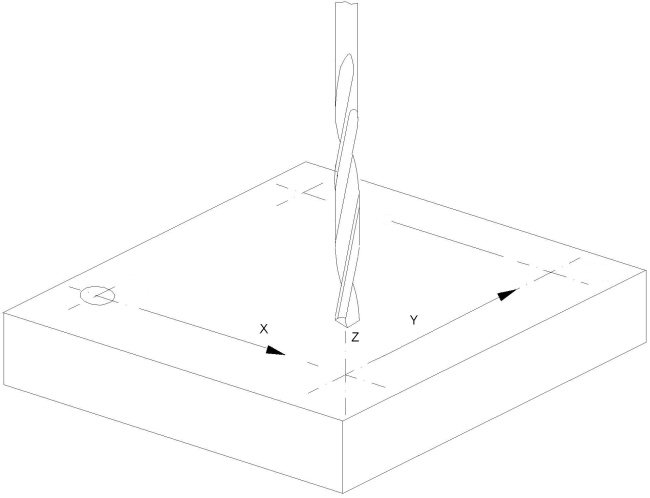
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении и вдоль определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомую числовую линию. Берём точку, и назначаем ее «исходной». Любые числа слева от исходной точки являются отрицательными, числа справа положительными.
Объедините оси X, Y и Z вместе под углом 90 градусов, и вы создадите трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в начале координат.
Когда две оси соединяются вместе, вы формируете то, что называется плоскостью. Например, когда оси X и Y встречаются, вы получаете плоскость XY. Эти плоскости делятся на четыре квадранта, пронумерованных 1-4, которые имеют свои положительные и отрицательные значения.
Простой способ понять декартову систему координат относительно вашего станка с ЧПУ - использовать Правило правой руки. Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
• Средний палец – это ось Z.
• Указательный палец – это ось Y.
• Большой палец – это ось X.
Управление ЧПУ станком с помощью системы координат
Используя декартову систему координат, можно эффективно направлять станок TNC вдоль каждой из его осей: ось X управляет движением «влево» и «вправо», ось Y - движением «вперед» и «назад», а ось Z - движением «вверх» и «вниз». Комбинация этих осей позволяет станку резать разные стороны заготовки в плоскости XY и на разную глубину по оси Z. Эта система перемещения используется в различных станках, будь то фрезерный или лазерный станок.
Примечательно, что перемещение ЧПУ по системе координат зависит от движения инструмента, а не стола, на котором находится заготовка. Например, увеличение значения координаты X приведет к перемещению стола влево, но с точки зрения инструмента он перемещается вправо рядом с заготовкой. Аналогично, увеличение координаты оси Z перемещает шпиндель вверх, а уменьшение - в сторону заготовки, причем отрицательная координата оси Z соответствует соответствующей детали.
Увеличение координаты оси Z приведет к смещению шпинделя вверх, а при уменьшении - к заготовке. Кусок, который соответствует отрицательной координате оси Z.
ИСХОДНАЯ ТОЧКА СТАНКА С ЧПУ.
Каждый станок с ЧПУ имеет уникальную внутреннюю начальную точку, называемую «Machine Home». При первоначальной загрузке ЧПУ не осознает своего местоположения в физическом пространстве и поэтому нуждается в калибровке.
В процессе калибровки все три оси ЧПУ перемещаются до своего механического предела. При достижении предела на контроллер передается сигнал, который фиксирует исходное положение соответствующей оси. После завершения этого процесса для всех трех осей станок переходит в режим ожидания.
КАК ОПЕРАТОР СТАНКА ИСПОЛЬЗУЕТ СИСТЕМУ КООРДИНАТ?
В предыдущем обсуждении мы рассмотрели, как станки с ЧПУ используют свою внутреннюю систему координат. Однако человеку может быть нелегко ссылаться на эту систему координат. Например, начальная точка ЧПУ часто определяется на основе механических ограничений ее осей X, Y и Z. Использование этих значений в качестве точки отсчета для вашей программы управления может оказаться сложной задачей.
Чтобы упростить процесс написания программ ЧПУ, операторы могут использовать рабочую систему координат (WCS). WCS* – это система координат, специально разработанная для манипуляций оператором. Она определяет конкретную точку отсчета в блоке материала, часто в программном обеспечении CAM. Начальной точкой WCS может быть любая точка в блоке материала, но она должна быть расположена внутри станка с ЧПУ с помощью механических средств, таких как искатель края, циферблатный индикатор, энкодер* или другие методы.
* Workpiece Coordinate System – это координатная система, в которой определены все размеры данной детали и заданы координаты опорных точек траектории инструмента.
*Энкодер — измерительный преобразователь, предназначенный для преобразования угла поворота вращающегося объекта в цифровые или аналоговые сигналы, позволяющие определить угол его поворота.
Выбор исходной точки для WCS требует тщательного планирования с учетом следующих моментов:
Источник должен быть расположен с помощью механических средств: искатель края или датчик.
Идентичные источники могут сэкономить время при замене деталей.
Источник должен учитывать необходимые допуски последующих операций.
КОРРЕКЦИИ ИНСТРУМЕНТА.
Для выполнения конкретной задачи часто используются различные инструменты, что требует метода учета разной длины инструмента. Один из способов упростить этот процесс - запрограммировать смещение инструмента в станке с ЧПУ. Запрограммировав смещение инструмента, станок с ЧПУ сможет точно определить, на каком расстоянии от шпинделя до заготовки находится каждый инструмент. Существует несколько способов документирования коррекции:
Ход. Переместите инструмент из исходного положения станка в нулевое положение заготовки, измерьте пройденное расстояние и введите его как смещение инструмента.
Точный блок. Установите все инструменты в одно и то же положение Z в верхней части блока точности 1-2-3, который лежит на столе станка.
Зондирование. Используйте щуп для автоматического определения коррекции инструмента.
СОБИРАЕМ ВСЕ ВМЕСТЕ.
Теперь, когда мы знаем все основополагающие принципы координат, давайте пройдемся по примерам различных задач. Мы используем деталь, после ручной обработки, чтобы определить внешнюю форму. Теперь используем станок с ЧПУ, чтобы просверлить несколько точных отверстий.
ЗАДАЧА 1.
Сначала нужно обезопасить и установить оси и исходную точку:
• Деталь зажимается в тисках, которые крепятся болтами к столу станка и распределяются по осям станка.
• Это сохраняет ось X в WCS выровненной с осью X станка.
• Левая часть детали находится напротив тисков. Это устанавливает воспроизводимое начало оси X.
• Поскольку одна часть тисков зафиксирована, мы можем использовать эту часть для определения повторяемого начала оси Y, находя это местоположение с помощью зонда или другим методом.
С WCS станок теперь понимает положение запаса относительно его собственных внутренних координат. Процесс обработки начинается с обработки и сверления на лицевой стороне детали.
ЗАДАЧА 2.
Теперь деталь должна быть перевернута, чтобы работать на другой стороне. Поскольку мы просто перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, поэтому можно использовать то же Z-смещение.
Здесь следует помнить одну важную переменную силу зажима вашего тиска. Если вы еще не видели его, операторы обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного зажимного давления при перемещении или вращении деталей. Изменения давления зажима могут привести к различиям в позиционировании детали или другим сбоям, таким как деформация детали или изгиб, в зависимости от геометрии детали. Предполагая, что наше усилие зажима более или менее одинаково, теперь можно обрабатывать.
ЗАДАЧА 3.
Теперь нам нужно просверлить последние несколько отверстий, для чего необходимо поставить деталь на ее конец. Это вращение не меняет XY-происхождение WCS. Однако теперь у нас есть меньшее расстояние перемещения между нашим инструментом и деталью.
Это требует использования нового смещения, которое сместит исходную точку в верхний угол детали. Мы также удалили параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с поверхностью детали, а не с нижним карманом.
Мы все еще можем использовать две наши исходные плоскости отсчета для выполнения задачи 3.
Итак, дорогие читатели, вы прошли курс молодого бойца и готовы к обработке на ЧПУ станке



















