Настройка импульсного режима на переменном токе-сварка неплавящимся электродом в защитном газе.
Сварка неплавящимся электродом в импульсном режиме на переменном токе имеет свои особенности, понимание которых позволит достаточно легко освоить практически любую сварочную машину, работающую в режиме АС (переменный ток-Alternating Current).
Все параметры импульсного режима на постоянном токе верны и для переменного, за исключением некоторых особенностей, характерных именно для АС. Разберём их по порядку
.Форма волны
Стандартная форма выходного сигнала в форме синусоиды показала не самые лучшие результаты при сварке некоторых вариантов соединений из сплавов на основе алюминия и магния, поэтому современные источники, работающие на переменном токе, имеют в качестве основной формы волну прямоугольного типа, а синусоидальную-в виде опциональной настройки, для работы, например, со сплавами системы AL-Si больших (свыше 10мм) толщин. Для сварочных задач такого типа синусоидальная форма волны будет оптимальной, но не единственно верным вариантом.
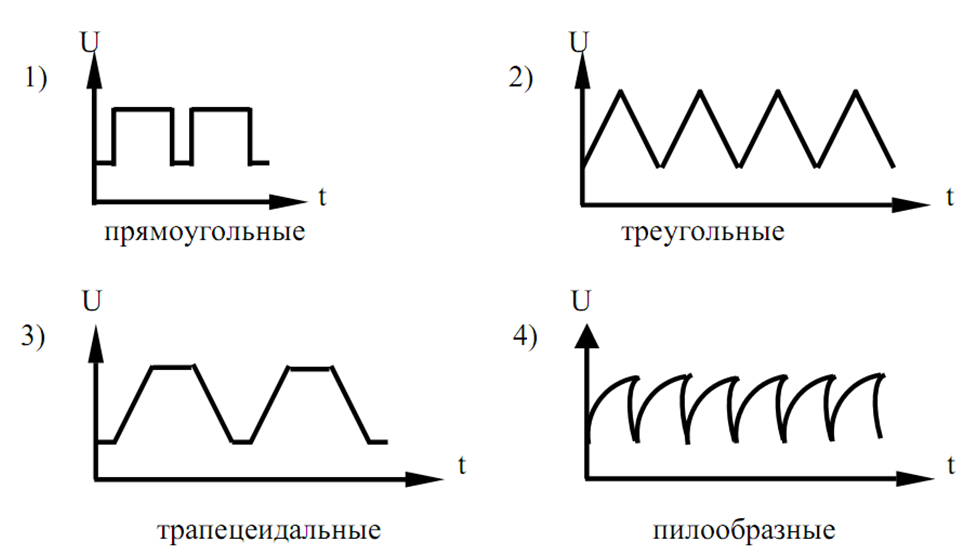
На сегодняшний день сварочные источники с АС режимом могут иметь в настройках до 4 основных форм волны переменного тока-прямоугольная/синусоидальная/треугольная/трапециевидная, и возможность комбинировать формы волны по полупериодам-то есть полуволна DCEPможет быть треугольной, а полуволна DCEN-синусоидальной в пределах одного периода.
Временной баланс полупериодов АС
Данная регулировка предназначена для изменения времени действия полуволн в пределах периода-
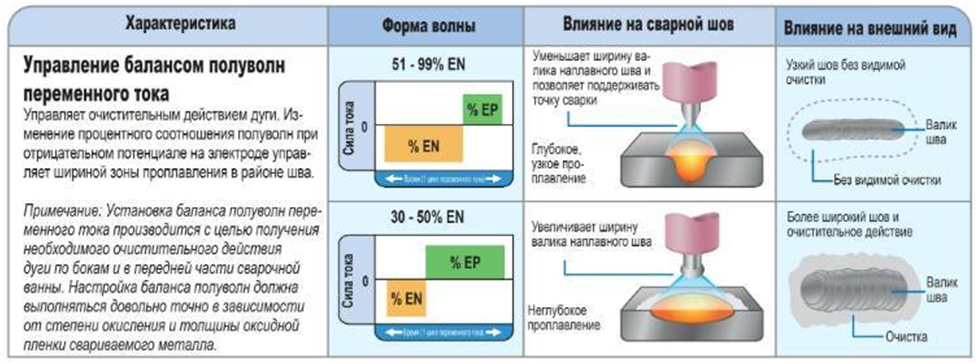
DCEP(управление т.н. очисткой-величиной зоны катодного распыления оксидной плёнки Al2O3)и DCEN (тепловложение в основной металл) . Отображаться данный баланс может как время действия определённой полуволны в % от общего времени периода, так и в условных единицах относительно условного ноля в плюс и минус (как правило, это соотношение 50/50, но не всегда и не у всех производителей-в общем-читайте инструкцию внимательно).
Токовый баланс полупериодов АС
Для расширения возможностей управления процессом сварки на АС некоторые производители сварочных источников в своих моделях имеют в дополнение к регулировке времени действия полупериодов DCEP/DCEN регулировку полуволн и по амплитуде. Данная регулировка позволяет получать увеличение мощности полуволны DCEP при достаточно малой временной продолжительности, что положительно сказывается на ресурсе электрода и способствует более длительному сохранению формы заточки при адекватном уровне очистки в каждом конкретном случае.
Частота АС
Возможность изменения частоты АС важно для сварки на данном режиме, так как для разных толщин и сплавов оптимальны будут разные значения данного параметра. Хотя бюджетные сварочные машины и машины предыдущих поколений как-то обходились без этой регулировки. Тем не менее, повышение частоты АС способствует сужению факела дуги, что положительно сказывается на величине ЗТВ, а снижение частоты АС при работе с большими толщинами (свыше 10мм) способствует лучшей дегазации ванны. Хорошим уровнем технологичности источника считается возможность изменения частоты АС в диапазоне 20-300Гц.
Частота импульса в АС
Вот это самый тяжёлый момент для разработчиков сварочных источников, и поэтому здесь существует довольно широкий разброс диапазона по разным производителям. В теории, максимально достижимая частота импульса в АС равна 1/2 от частоты АС. В реальности, этот показатель не превышает 1/3. На практике, большее количество производителей ограничивает максимальную частоту импульса в АС в 15-20Гц максимум, независимо от частоты АС. То есть, максимально реально работающая величина импульса в 1/3 от максимальной частоты АС говорит об отличных возможностях электронного «железа» сварочной машины. При максимальной частоте АС в 300Гц максимально достижимая частота импульса будет 100Гц. Хотя здесь уже может быть ограничение в настройках коэффициента заполнения импульса. Как вариант-50/50 и всё. Тем не менее-это очень хорошие показатели, и не каждый производитель может похвастать в своих машинах такими настройками. Но для реализации подобных шикарных аппаратных возможностей требуется наличие либо специального образования в области сварочного производства, либо большой опыт в сварке на переменном токе.