А. Н. ГРИГОРЬЕВА (ООО «ТД «Элма-Астерион», г. Санкт-Петербург, РФ)
При перемешивании пульп вращающиеся элементы мешалки взаимодействуют со взвешенными абразивными частицами горной породы, что ведет к необходимости их замены из-за гидроабразивного изнашивания. Представлены результаты исследования стойкости различных материалов к гидроабразивному износу в условиях коррозионно-абразивной среды. В качестве объектов исследования были выбраны образцы, выполненные в виде прямоугольных пластин толщиной 3–4 мм. Использовались стали марки Ст3сп, 12Х18Н10Т, а также композитный материал, состоящий из стекловолокна и полимерных связующих. По результатам испытаний стойкость композитного материала намного превосходит металлические образцы. Это объясняется главным образом инертностью полимерных материалов к коррозии.
Ключевые слова: вращающиеся элементы мешалки, композитный материал, гидроабразивное изнашивание, перемешивающее устройство, коррозионная среда.
Перемешивающие устройства, работающие в коррозионно-активной среде, выполняют важную технологическую задачу, в том числе при переработке горнорудного сырья. Так, например, в процессе выщелачивания (сущность этого процесса состоит в том, что раствор кислоты проникает внутрь пористого носителя и растворяет целевой компонент, а растворенное вещество диффундирует вдоль пор и переходит в основную массу жидкого растворителя) от интенсивности перемешивания зависит скорость массообмена между частицами и жидкостью, а следовательно, эффективность и скорость извлечения металла. Еще одним примером применения мешалок в агрессивной среде с абразивными частицами является процесс производства экстракционной фосфорной кислоты, который заключается в разложении фосфатного сырья серной кислотой в присутствии раствора разбавления (циркулирующей фосфорной кислоты) с образованием пульпы, ее разделении и отмывке фосфорной кислоты от фосфогипса. Одной из самых распространенных проблем эксплуатации перемешивающих устройств при взаимодействии с абразивными пульпами, где в качестве жидкой фазы выступает агрессивная жидкость, является их быстрый износ и преждевременный выход из строя . Традиционно перемешивающие устройства выполняются из различных марок стали, которые, как правило, подвержены сильной коррозии. Поэтому в последнее время начали использовать полимерные композитные материалы в виде футеровки либо цельномонолитных конструкций . Следовательно, изучение износа материалов для изготовления мешалок является достаточно актуальной задачей. В настоящее время на территории РФ действует государственный стандарт ГОСТ 11012-69.
Пластмассы. Методы испытаний на абразивный износ.
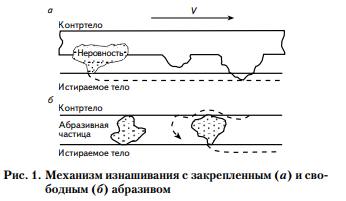
Известны зарубежные стандарты ASTM D060, DIN 52347. Методы испытаний, описанные в данных документах, не учитывают ударные нагрузки свободно взвешенных частиц, действующие на поверхности лопаток при вращении перемешивающего устройства. Механизм абразивного износа заключается в сухом скольжении частиц по материалу (рис. 1). Эти частицы могут разрушать как более мягкое (истираемое) тело, так и шаржироваться, т. е. насыщать поверхности материала абразивными, в основном пастообразными, материалами. В этом случае происходит интенсификация разрушения более твердого тела (контртело), входящего в пару трения.
Масса материала, удаленного с поверхности трения, рассчитывается по формуле: DM = r × Dh × A,
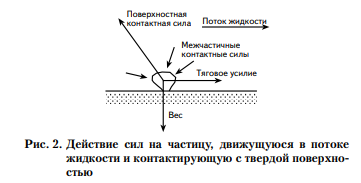
где Dh — толщина изношенного слоя, м; A — номинальная площадь поверхности трения, м2 ; r — плотность изнашиваемого материала, кг/м3 . Гидроабразивное же изнашивание определяется как постепенная потеря исходного материала с поверхности твердого тела за счет механического взаимодействия этой поверхности с жидкостью, в том числе при ударном действии каплями жидкости или частицами твердого тела. Гидроабразивное износ твердыми частицами является самой общей формой эрозионного изнашивания, происходящей в результате циклических ударов малых твердых частиц, увлекаемых потоком газа или жидкости и ударяющих по поверхности твердого тела. Механическое действие этих частиц подобно абразивному действию и включает пластическую деформацию и хрупкое разрушение. Однако между гидроабразивным изнашиванием и изнашиванием свободным абразивом существует ряд различий. В первую очередь, это природа сил, действующих на частицы, и природа изнашивания поверхности. При абразивном изнашивании частицы скользят по поверхности под действием внешней приблизительно постоянной силы. При гидроабразивном изнашивании на частицу, взаимодействующую с поверхностью тела, могут действовать несколько сил различной природы (рис. 2). Сущность гидроабразивного износа заключается в многократном соударении и трении свободно взвешенных абразивных частиц горной породы на поверхности рабочих частей перемешивающего устройства .
Основная сила, с которой частица действует на поверхность, связана с ее ускорением. Кроме того, интенсивность абразивного изнашивания зависит от нормальной нагрузки и пути трения, а гидроабразивного определяется количеством и массой отдельных частиц, сталкивающихся с поверхностью, и скоростью их удара.
Угол атаки q, определяемый относительно плоскости поверхности, как показано на рис. 3, различным образом влияет на интенсивность гидроабразивного изнашивания пластичных и хрупких материалов. Основное различие заключается в его значении, при котором интенсивность гидроабразивного изнашивания максимальна. Для пластичных материалов оно приближается к 20–30°, а для хрупких, типа стекла и керамики, составляет 90°. Для некоторых твердых и ударновязких легированных сталей значительная степень гидроабразивного изнашивания (от 1/3 до 1/2 от максимальной) происходит также при нормальном падении частиц.
На интенсивность гидроабразивного изнашивания влияет целый ряд характеристик частиц, например, их форма, размеры, твердость. В этом отношении у гидроабразивного изнашивания много общего с абразивным действием, включая размерный эффект. Существует определенный размер гидроабразивных частиц, больше которого они оказывают малый эффект на интенсивность гидроабразивного изнашивания пластичных материалов или не оказывают вообще.
Кроме того, при работе в агрессивной среде материал оборудования подвержен коррозии. Стойкость к ней металлов определяется многими факторами, связанными с самим металлом (его природой, составом сплавов, их структурой, состоянием поверхности), а также с раствором (его составом, концентрацией твердых включений, температурой). Самый распространенный вид коррозии — питтинг, наиболее опасными активаторами которого являются твердые включения в жидкости. Облегчение зародышеобразования питтингов включениями вызвано ухудшением защитных свойств пассивирующей пленки, образующейся в местах их выхода на поверхность металла, и появлением микрощелей на границе металл / твердое включение.
Цель данной работы — исследование стойкости материалов, применяемых при изготовлении перемешивающих устройств, к гидроабразивному и коррозионному износу при работе в агрессивной среде.
Материалы и методы исследования
Лабораторные испытания при исследовании абразивной стойкости материалов являются неотъемлемой частью общего комплекса мероприятий по подбору их наиболее эффективных составов с учетом условий эксплуатации . В качестве объектов исследования были выбраны образцы следующих материалов, выполненные в виде прямоугольных пластин толщиной 3–4 мм: сталь марки Ст3сп; нержавеющая сталь марки 12Х18Н10Т; композитный материал на основе стеклоткани и полиэфирной смолы (рис. 4, табл. 1)
Композит — анизотропный материал, физикохимические свойства которого создаются в процессе его производства, твердость композитной пластины измерялась с применением твердомера NOVOTEST ТШ-А согласно ГОСТ 24621-2015. Испытания проводились на лабораторном стенде, схема которого представлена на рис. 5, со следующими параметрами: гидроабразивная среда — суспензия ортофосфорной кислоты с песком (массовая доля твердых включений — 60 %); размеры частиц — 0–0,63 мм; частота вращения мешалки — 300 мин–1; угол поворота пластины по отношению к набегающему потоку жидкости — 90° (для всех материалов); время воздействия агрессивной среды — 24 ч. В исследованиях установлено, что рост интенсивности износа в зависимости от содержания твердых включений по линейному закону наблюдается до их массовой доли 4–6 %, а при значениях более 10–12 % содержание включений не оказывает влияния на износ. Таким образом, была выбрана максимальная массовая доля твердого — 60 %.
Для оценки степени износа проводилось измерение потери массы пластин. Каждый эксперимент включал тестирование 5 образцов, перед взвешиванием пластины подвергались высушиванию в печи и кондиционированию, как описано в требованиях ГОСТ 11012-2017. Очевидно, что композитный материал является устойчивым к воздействию абразивной среды, поэтому был произведен дополнительный эксперимент с поворотом пластины под 45°, чтобы оценить влияние этого фактора на воздействие гидроабразивного истирания. Степень абразивного износа образцов оценивалась по изменению их массы после испытаний. Измерение массы до и после экспериментов производилось на аналитических весах. После каждого испытания перед повторным взвешиванием образец высушивался при 80 °C в течении 1 ч, затем термостатировался при комнатной температуре в течении 30 мин в соответствии с требованиями ГОСТ 11012-2017.
Результаты и их обсуждение
Результаты экспериментов по определению стойкости исследуемых материалов к гидроабразивному износу приведены в табл. 2 и на рис. 6.
При визуальном сравнении поверхностей с помощью микроскопа до и после испытаний (табл. 3) хорошо видна питтинговая коррозия поверхности пластины из стали Ст3сп. Поверхность образца из стали 12Х18Н10Т стала более темной и покрылась большим числом царапин. Внешние изменения композитной пластины видны только на глянцевой стороне, где просто возросло число мелких царапин. Следовательно, при работе перемешивающих устройств в процессах перемешивания пульпы главенствующую роль при износе мешалок играет именно коррозионный износ.
Уменьшение угла атаки набегающей суспензии для пластины из композитного материала позволило снизить степень его износа на 34 %. Это объясняется уменьшением номинальной площади износа поверхности А: согласно приведенной выше формуле, при q = 45° площадь износа будет составлять лишь cos q = 71 % от площади износа при q = 90°. Т. е. согласно расчету потеря массы должна снизиться на 29 %, что хорошо согласуется с результатами экспериментов.
Проведенные лабораторные исследования подтверждаются практическим применением перемешивающих устройств. На рис. 7 показан износ лопасти, изготовленной из нержавеющей стали, на которой отчетливо видна питтинговая коррозия, а также потеря металла вследствие его растворения в агрессивной среде. Причем износ наблюдается на задней кромке лопасти, где существуют крупномасштабные срывы вихрей (так называемые вихревые дорожки Кармана).