К деталям типа «вал» относят: валы различных машин и механизмов (рис. 1), штоки силовых цилиндров (рис. 2), оси, шпиндели металлорежущих станков, шпиндели запорных вентилей (рис. 3), плунжеры гидравлических аппаратов (рис. 4).
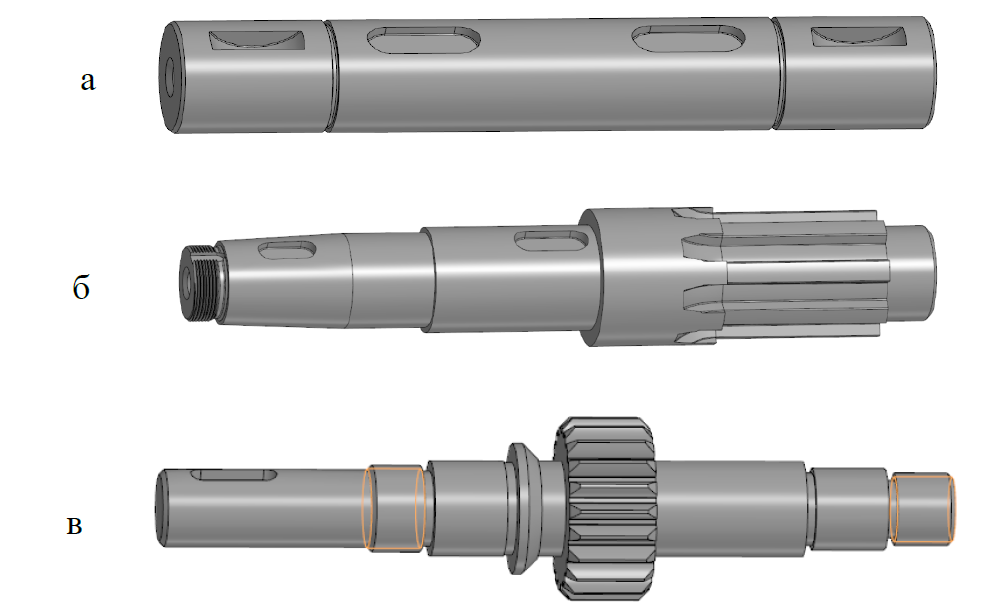
Вал — деталь, предназначенная для передачи крутящего момента (механической энергии). Существует широкое многообразие конструкций валов, но наиболее распространенными являются прямые валы (рис. 1, а и б), которые используются в редукторах и коробках передач для установки на них зубчатых колес, подшипников и других деталей. Иногда вал изготавливают заодно с зубчатым колесом (рис. 1, в) и его называют вал-шестерней. Прямые валы бывают гладкими (рис.1, а) и ступенчатыми (рис. 1, б). У ступенчатого вала для каждого подшипника, полумуфты, зубчатого или червячного колеса, звездочки или шкива устанавливаемой на вал предназначена своя посадочная поверхность – ступень (секция). Перепады диаметров ступенчатых валов должны быть минимальными. Это позволяет уменьшить объем механической обработки при их изготовлении и сократить отходы металла. По расположению в многоступенчатом редукторе прямые валы бывают ведущими, промежуточными и ведомыми.
Ось — деталь в виде прямого стержня на которую установлены вращающиеся части машины или механизма. Конструктивно оси не
отличаются от валов, но не передает полезного крутящего момента. Оси бывают вращающиеся и неподвижными.
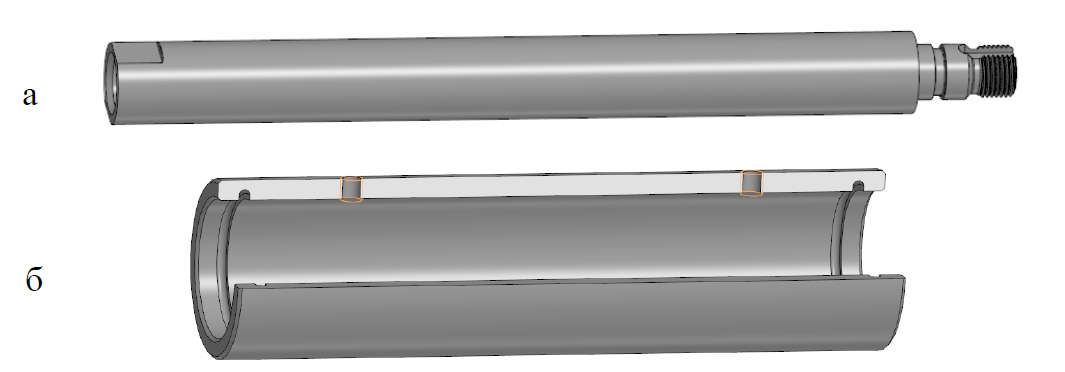
Шток - один из основных конструкционных элементов гидроцилиндра, передающий усилие от поршня. Это металлический стержень из нержавеющей или конструкционной стали, с хромированной поверхностью. Штоки бывают полнотелые (рис. 2, а) и полые (рис. 2. б). Полые штоки используют в телескопических гидроцилиндрах. Различают штоки односторонние и двусторонние. Односторонний шток – движется только в одну сторону, а втягивает его либо пружина, либо внешние силы. Двусторонний шток – работает в обе стороны.
Шпиндель это вращающийся вал металлорежущего станка с возможностью закрепления на нем приспособления для зажима обрабатываемой детали или режущего инструмента (рис. 3, а). В гидравлических или пневматических системах это кинематический элемент арматуры, осуществляющий передачу крутящего момента от привода или исполнительного механизма к запирающему или регулирующему элементу арматуры (рис. 3, б). В компьютерной технике шпиндель – это вал к которому крепятся пластины жесткого диска, и он обеспечивает их вращение.
Плунжер — это поршень цилиндрической формы, длина которого намного больше диаметра. Плунжеры используются в гидравлических аксиально- и радиально-плунжерных машинах, а также в плунжерных насосах системы подачи топлива дизельных двигателей. Понятие «плунжер» используется в трубопроводной арматуре, где плунжером называют подвижный регулирующий элемент затвора регулирующего клапана, перемещением которого достигается изменение его пропускной способности. Различают игольчатые (рис. 4, а), тарельчатые (рис.4, б) и стержневые плунжеры (рис. 4, в).
Основные конструктивные элементы детали типа «вал»
В начале, на примере вала, рассмотрим какие основные участки имеют детали такого типа (показаны на рис. 5).
Посадочные поверхности под подшипники называют цапфами. Концевые цапфы называются шипами. Цапфы, расположенные в средней части вала, называются шейками. По форме цапфы могут быть цилиндрическими, коническими и сферическими. Наиболее распространенными являются цилиндрические цапфы, как самые простые в изготовлении.
Участки, на которых закрепляются детали (зубчатые колеса, шкивы, звездочки, штурвалы, поршни и т. д.), или сборочные единицы (полумуфты, червячные колеса), воспринимающие или передающие нагрузку, называют головками или подступицами. Головка может иметь цилиндрическую или коническую форму.
Крайние торцевые поверхности вала имеют фаски. Фаской называется коническая поверхность, полученная на поверхности шипа или головки срезом под некоторым углом одной из кромок. Наиболее часто угол фаски принимается равным 45 градусов. Фаски облегчают сборку изделия центрируя детали относительно друг друга при их соединении.
На рис. 6 показаны основные конструктивные элементы вала.
На торцевых поверхностях вала располагаются центровые отверстия, которые являются искусственными технологическими базами. Применение центровых отверстий в качестве технологических баз позволяет обеспечить при обработке наружных поверхностей (точение, шлифование, обработка шлицев и шпоночных канавок) принцип постоянства баз.
Форма центровых отверстий зависит от их назначения, размеры – от габаритов и массы вала. Форма и размеры центровых отверстий стандартизованы. Наиболее часто используют центровые отверстия, приведённые на рисунке 7
Наибольшее распространение имеют центровые отверстия с углом конуса 60 градусов. Иногда в тяжелых валах этот угол увеличивают до 75 или до 90 градусов.
Центровые отверстия типа «А» (рис. 7, а) используют в случаях, когда после завершения обработки поверхностей необходимость в центровых отверстиях отпадает, а также в случаях, когда сохранность центровых отверстий гарантируется соответствующей термической обработкой.
Центровые отверстия типа «В» (рис. 7, б) используют в случаях, когда центровые отверстия являются базой для многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях.
Центровые отверстия типа «Т» (рис. 7, в) используют при изготовлении оправок и калибров-пробок.
Для валов больших диаметров используют центровые отверстия формы «С» и «Е» (рис. 8, а и рис. 8, б).
Преимущества центровых отверстий с дугообразной образующей изображенных на рис. 8, в (форма R) заключаются в отсутствии кромочного контакта между базирующей поверхностью отверстия и установочной поверхностью центра, жестких допусков на углы центровочных отверстий и центров, малая вероятность повреждений центрового отверстия, а следовательно отсутствие необходимости выполнять предохранительную фаску или выточку под углом в 120 градусов.
Центровые отверстия формы «F» и «Н» (рис. 9) используют, когда резьба востребована конструкцией механизма или необходима для осуществления операций технологического процесса. В технологическом процессе с помощью резьбы подвешивают длинную заготовку в шахтной печи для нагрева при термической обработке или для свинчивания с устройствами, используемыми в ходе сборочных работ. Центровые отверстия типа «H» (рис. 9, б) используют в случаях, когда требуется повышенная точность обработки, для монтажных работ, хранения, транспортирования и термообработки деталей в вертикальном положении.
Центровые отверстия вала должны находиться на одной оси и иметь одинаковые размеры на обоих торцах независимо от диаметров концевых секций вала. При невыполнении этих требований снижается точность обработки и увеличивается износ центров и центровых отверстий.
Лыска – это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси. Лыски применяют для предохранения режущего инструмента от поломки при сверлении отверстий на детали с криволинейной поверхностью (рис. 10, а), а также для фиксации деталей от проворачивания относительно общей оси и плотного соединения с поверхностью другой детали (рис. 10, б).
Для фиксации деталей в осевом направлении на валах выполняют утолщение определенной высоты, которое называют буртиком.
Геометрической характеристикой буртика служит высота заплечиков h которая зависит от диаметра цапфы или головки (рис. 11). Заплечиками называются ступени перехода цилиндрической поверхности детали с одного диаметра на другой. При выборе высоты заплечиков используют следующие рекомендации:
Диаметр вала d, мм 20-40 40-60 60-80 80-100
Высота заплечиков h, мм 3-5 5-8 7-9 7-10
Галтелью называется скругление угла перехода с одного диаметра на другой на деталях цилиндрической (рис. 11, а) или конической (рис. 11, б) формы.
Следует правильно назначить радиус галтели R, который существенно влияет на качество сборки изделия (рис. 12).
Возможны два варианта. Первый вариант когда радиус скругления внутреннего кольца подшипнике Rп больше радиуса галтели цапфы Rц, и в этом случае подшипник плотно подойдет к упорному буртику и точно зафиксируется в осевом направлении вала, если условие не выполняется, то подшипник остановится не доходя до упорного буртика на расстояние S, что недопустимо.
Основные рекомендации выбора радиуса галтели R при переходе с малого диаметра d к большому D.
Разность диаметров (D-d), мм 2-4 4-8 8-12 12-16 6-20
Радиус галтели R, мм 1-2 2-3 3-5 4-7 5-8
Если насаживаемая деталь имеет фаску (рис. 13), то катет фаски должен быть больше радиуса галтели R, что обеспечит плотное прилегание ступицы к буртику.
Значения размера фаски для ступицы колеса С и размер фаски Rп подшипника при конструировании определяют в зависимости от диаметра ступени d:
Диаметр вала d 10 – 15 15 – 40 40 – 80 80 – 120
Фаска подшипника Rп 1 1,5 2,0 2,5
Фаска зубчатого колеса С 1,5 2,0 3,0 4.0
С одной стороны, детали упираются в буртик вала, а с другой стороны фиксируются от осевого смещения стопорными пружинными кольцами, стопорными винтами, гайками или распорными втулками. Для установки стопорного кольца на валу выполняется канавка. Канавка – это углубление на поверхности вала обычно прямоугольного или трапециевидного сечения. Канавки могут быть двух типов: односторонние (рис. 14, а) и двухсторонние (рис. 14, б)
Для фиксации детали на головке вала или подшипника на цапфе с помощью гайки и многолапчатой шайбы (рис. 15) на соседнем участке нарезается резьба (рис.15, а и 15, б).
Длина и диаметр резьбы выбирается из конструктивных соображений так чтобы высота буртика была минимальной, а резьба была стандартной. При нарезании резьбы необходимо обеспечить выход режущего инструмента для получения ее полного профили, это обеспечивается специальными проточками форму (показаны на рис. 16) и размеры которых выбираются по диаметру и шагу резьбы. ГОСТ 27148-86 предусматривает проточки типа 1 (рис. 16, а) и типа 2 (рис. 16, б). Проточки типа 1 подразделяются на нормальные и узкие. Проточку шириной b делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах деталей проточки изображают упрощенно прямоугольной формы. Ширина проточки b включается в длину резьбы l. Действительную форму проточек с нанесением размеров показывают на выносных элементах.
Для предотвращения самопроизвольного откручивания гайки ее фиксируют стопорной многолапчатой шайбой (рис. 18, б), которая представляет собой кольцо толщиной от 0,8 до 2,5 мм с фиксирующими элементами: шестью лапками по наружной и одной на внутренней поверхности. На валу для уса шайбы выполнен специальный паз, форма и размеры которого показаны на рис. 17, г.
Детали, расположенные на крайних участках вала можно зафиксировать при помощи винта и шайбы (рис. 18, а).
Выполнить глухое резьбовое отверстие мешает центровое отверстие. В этом случае поступают следующим образом: удлиняют заготовку вала и наносят временное центровое отверстие, в конце обработки часть вала с центровым отверстием удаляют, и только потом выполняют резьбовое отверстие. Операция удаления центрового отверстия снижает технологичность и повышает стоимость вала. Возможно применение центровых отверстий типа «F» или «Н» в этом случае для закрепления детали используют центровое отверстие. Другой вариант стопорную шайбу закрепляют на два винта (рис. 18, б) и в этом случае удалять центровое отверстие не нужно.
Наиболее распространенным методом предварительной обработки цилиндрических и конических наружных поверхностей вала является точение резцом. После чистового точения поверхности подвергаются окончательной обработке – шлифованию. Поверхности шлифуют в две операции: предварительное и чистовое шлифование. После чистового шлифования обеспечивается точность размера по IТ6, а шероховатость Rа = 1,6...0,4 мкм.
Для получения заданной шероховатости поверхности и точности необходимо обеспечить перебег режущего инструмента относительно обрабатываемой поверхности. Необходимый перебег обеспечивается специальным конструктивным элементом – канавкой под выход шлифовального круга, варианты конструктивного выполнения которых приведены на рис. 19. Размеры канавок при внешнем шлифовании приведены в ГОСТ. Первые три канавки (рис. 19, а, 19, б и 19, в) используется при одновременном шлифовании цилиндрической поверхности и торца. Такая форма канавки используется при установке на вал подшипника или зубчатого колеса с недостаточной длиной ступицы. При достаточной длине ступицы (0,8d) шлифуется только цилиндрическая поверхность (рис. 19, г и 19, д).
Канавки на валу необходимо, по возможности, выбирать однотипными и одной ширины, что позволит прорезать их одним резцом.
Шпоночные соединения и их обозначение на чертеже
Зубчатые колеса, шкивы, звездочки, полумуфты устанавливаются на головках вала чаще всего при помощи шпоночного соединения. Шпонка — это деталь, вставляемая в пазы сопрягаемых ступицы и вала для передачи крутящего момента или фиксации определенного взаимного положения при сборке. Существует много видов шпонок, но предпочтительнее использовать призматические (рис. 20) и сегментные шпонки (рис. 22).
Соединения призматической шпонкой дешевы в изготовлении, легко собираются и разбираются, но при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу, то есть нет взаимозаменяемости и это ограничивает их применение в крупносерийном и массовом производстве.
Шпоночные пазы для призматических шпонок могут быть сквозными, закрытыми с одной стороны, закрытыми с двух сторон, т.е. глухими (рис. 21).
Наименее технологичными являются глухие и односторонние шпоночные пазы с выходом под пальцевую фрезу Предпочтительнее применение сквозных пазов и пазов, закрытых с одной стороны, но с радиусным выходом под дисковую фрезу.
Если на одном валу предусмотрена установка двух и более шпонок, то пазы следует располагать на одной линии. ГОСТ в этом случае допускает использование шпонок с сечением, соответствующим меньшему диаметру. Отношение L/d должно быть в пределах 0,8…2, при больших значениях шпонка нагружена неравномерно. Деталь, насаживаемая на шпонку исполнений 1 или 3, должна свободно проходить до начала рабочих поверхностей шпонки (до места, с которого начинаются параллельные грани), то есть необходимо обеспечить переход со скользящей посадки (с зазором) к переходной или прессовой посадке (с гарантированным натягом).
Соединения сегментной шпонкой (рис. 22) предназначены для передачи небольших моментов и используются в маломощных приводах для установки деталей на крайних головках вала, где действуют минимальные по величине изгибающие моменты. Последнее обусловлено тем, что паз имеет значительную глубину и существенно снижает прочность вала на изгиб. Шпоночные пазы под сегментные шпонки изготовляются фрезерованием с помощью дисковых фрез. Сегментные шпонки стандартизованы (ГОСТ 20071- 97 г) и могут быть нормальными и низкими. Размеры шпонок подбираются по диаметру посадочной поверхности вала.
Шлицевые соединения и их обозначение на чертеже
Для валов, передающих большие моменты используют шлицевое соединение. Шлиц — паз на валу, в который входит зуб сопряжённой детали, образуя шлицевое соединение. Шлицевое соединение обладает большой прочностью, обеспечивает соосность вала и отверстия, с возможностью осевого перемещения ступицы вдоль оси вала. Шлицевые соединения бывают прямобочными, эвольвентными и треугольными.
Прямобочное шлицевое соединение показано на рис. 23.
Прямобочные шлицы, в зависимости от используемого способа центрирования бывают трех исполнений.
Центрирование по d (исполнение 1) применяется для быстроходных подвижных сопряжений, поверхность шлиц подвергается закалке (Н≥350 НВ). При центрировании по внутреннему диаметру d шлицы на валу обозначаться: 𝑑−𝑧×𝑑𝑓7×𝑏𝑓7 ГОСТ1139−80
Наиболее часто в быстроходных шлицевых соединениях прямоугольного
профиля (при Н≥350 НВ) используют центрирование втулки по наружному
диаметру D (исполнение 2). В этом случае шлицы на валу обозначается:
D − z х d х Djs6 х bjs7 ГОСТ 1139− 80
Центрирование по D наиболее технологично, но его использование
ограничивается в основном неподвижными шлицевыми соединениями, не
требующими повышенной твердости поверхности шлиц.
Центрирование по боковым сторонам (исполнение 3) позволяет более
равномерно распределить нагрузку между зубьями, но хуже центрирует
соединение. Используется для тихоходных высоко нагруженных соединений:
b - z×d×D𝑎11 × 𝑏𝑓8 ГОСТ 1139 − 80
Прямобочные шлицы на валах обрабатываются: фрезерованием,
строганием, протягиванием, накатыванием и шлифованием.
Эвольвентное шлицевое соединение (см. рис. 24) имеет зубья
эвольвентного профиля, характеризуемые модулем m, числом зубьев z и углом зацепления α=30 градусов. Прочность эвольвентных шлицев выше: на изгиб —благодаря утолщению профиля зуба у основания; на смятие — благодаря увеличенному числу зубьев по окружности.
Для эвольвентных шлиц рекомендуется использовать центрирование по
боковым граням и в этом случае шлицевый участок на валу обозначится:
Dm9g ГОСТ 6033−80. При центрирование по наружному диаметру:
D g6m ГОСТ 6033− 80 . Центрирование по внутреннему диаметру не
используется.
Эвольвентные шлицы обрабатываются методом обкатывания
червячными фрезами на стандартном оборудовании для нарезки зубчатых
колес или с помощью долбяков.
Треугольные зубчатые соединения (рис. 25) применяют главным образом
для неподвижного соединения деталей при передаче небольших вращающих моментов, чтобы избежать использования прессовых посадок, а также при тонкостенных втулках. Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям. Неуказанные предельные отклонения размеров - по ОСТ 1 00022-80. Обозначения отверстий, валов и их соединений должны содержать: буквы Тр с индексами: в - вала, о - отверстия; номинальный диаметр вершин зубьев (шлиц): da - вала или da1 - отверстия; модуль m и число зубьев z.
Допускается не указывать на чертеже размеры элементов соединений, а делать запись в технических требованиях со ссылкой на настоящий стандарт. Например: для da1 = 5,7 мм, модуля m = 0,3 мм, числа зубьев Z = 20: - для отверстия: Шлицы Тро 5,7×0,3×20 по ОСТ 1 00092-73; - для вала: Шлицы Трв 6,3×0,3×20 по ОСТ 1 00092-73;