Процесс выдувного формования используется для формирования полых пластиковых и стеклянных изделий из термопластичных материалов или расплавленного стекла. Пластиковые трубки, называемые парисонами, нагревают и надувают для надувания заготовок. В процессе производства заготовку помещают между двумя штампами, чтобы можно было получить желаемую форму изделия. После подачи воздуха стенки трубки становятся тоньше и принимают форму. После завершения процесса выдувания продукт охлаждается, выбрасывается, обрезается и подготавливается к вторичной обработке.
История выдувного формования
Резина была первым материалом, использованным в выдувном формовании помимо стекла. В 1850-х годах Сэмюэл Армстронг запатентовал этот процесс. Следующий прорыв произошел примерно в 1930-х годах, когда Plax Corporation разработала свою первую выдувную машину. В качестве сырья в процессе используется ацетат целлюлозы. Именно Imperial Chemical Industries из Англии представила полиэтилен низкой плотности (LDPE) в 1939 году. Поскольку LDPE лучше подходит для выдувного формования, стало возможным дальнейшее развитие процесса. Коммерциализация выдувного формования, завершенная к 1950-м годам, привела к экспоненциальному росту отрасли.
Процесс выдувного формования
Чтобы выдуть пластик, первым шагом является подача пластика в форму. Для этого пластиковые гранулы подаются в бункер экструдера. С помощью вакуумных насосов гранулы извлекаются из контейнеров и передаются в бункеры для сырья. На дне силоса находится роторный питатель, который регулирует скорость подачи в экструдер или пластификатор. Гранулы подаются в бункер экструдера с помощью сжатого воздуха. Вакуумную систему подачи воздуха можно использовать в других системах для транспортировки пластиковых гранул непосредственно в бункер экструдера, не требуя отдельной системы подачи воздуха.
Экструзионные машины плавят пластиковую смолу, непрерывно перемешивая и нагревая ее, когда она входит и проходит через них. Для плавления полимеров на цилиндр экструдера устанавливают электрические кольцевые нагревательные элементы. На шнеке экструдера есть разные секции, которые выполняют разные функции. Система подачи, система сжатия и система дозирования являются частью этих процессов. Пластмасса гомогенизируется и экструдируется, используя возможности сдвига и сжатия шнека экструдера.
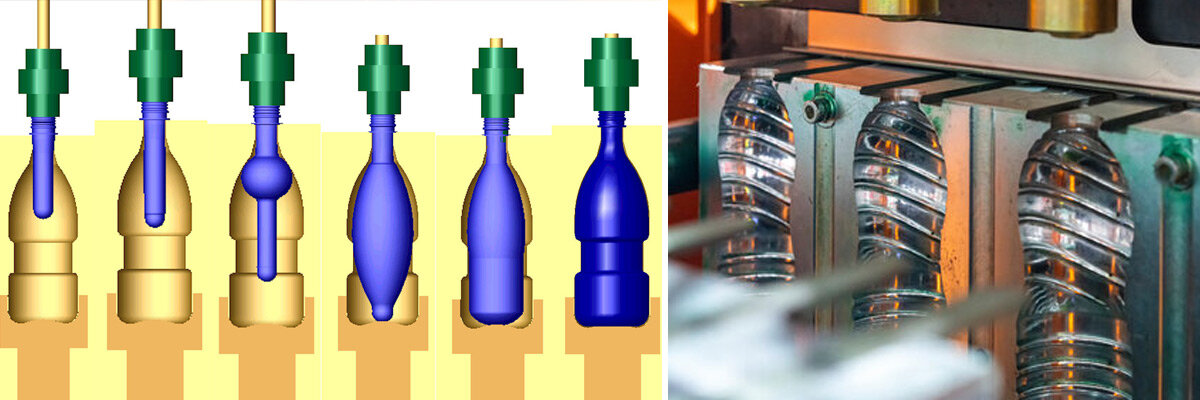
Заготовку или преформу изготавливают экструдированием или инжектированием материала. Для этого пластик выдавливается или впрыскивается в пресс-форму методом свободной экструзии или впрыска. Запечатывание или зажим преформы включает в себя захват преформы с помощью разъемной матрицы. Концы паризона (экструзионно-выдувного формования) герметизированы, за исключением одного отверстия, обычно отверстия контейнера, куда впрыскивается сжатый воздух. Именно на этом этапе пластик принимает свою форму путем надувания или выдувного формования. Для надувания преформы используется сжатый воздух. Преформы надуваются до тех пор, пока не будут соблюдены профили штампов.
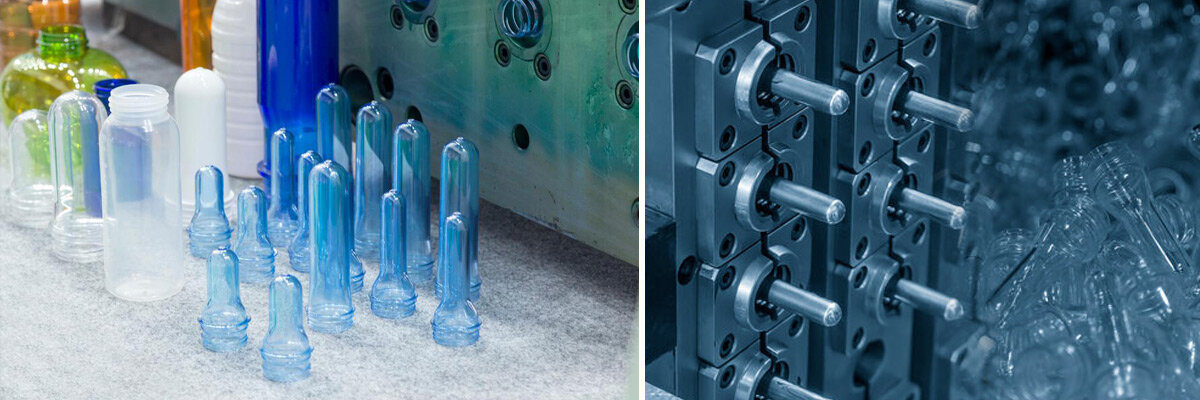
Инжекционно-выдувное формование и экструзионно-выдувное формование являются двумя основными типами выдувного формования. Преформы или заготовки производятся по-разному в зависимости от способа их изготовления. Термообработанные пластиковые трубы широко известны как преформы, а экструзионно-выдувное формование известно как парионы. Создание биаксиально ориентированных пластиков также может быть создано путем выдувного формования с вытяжкой, которое в основном представляет собой объединение двух других методов. У каждого процесса есть свои плюсы и минусы, которые направлены на достижение определенной цели.
Используя экструзионно-выдувное формование, алюминий заданной длины экструдируется с помощью разъемной головки на каждом конце алюминия. На одном конце подключается подача воздуха, а на другом конце соединение герметизируется уплотнением. Надувание паризона осуществляется с помощью сжатого воздуха. Надутый расплавленный пластик охлаждается матрицей, когда он встречается с поверхностью матрицы, потому что матрицы холодные. Чтобы достать изделие из формы, форму открывают, когда размеры изделия стабильны.
Классифицируя экструзионно-выдувное формование по способу его изготовления, можно выделить два типа. Выдувное формование бывает двух видов: непрерывное и периодическое.
Этот метод включает непрерывное выдавливание заготовки из экструзионной машины. Для полимеров проводят непрерывную гомогенизацию. После экструзии заготовки половинки пресс-формы закрывают, разрезая их по длине. В зависимости от установки и перемещения пресс-формы половинки пресс-формы могут быть расположены в различных типах. Челночный пресс, например, удерживает один или несколько параллелограммов горизонтально рядом друг с другом. Челночные прессы имеют более низкую производительность по сравнению с другими конфигурациями.
Процесс продувки заканчивается охлаждением, выталкиванием и обрезкой продукта, а затем его подготовкой к вторичным процессам.