Направляющие станков — узлы, предназначенные для перемещения инструмента, заготовки и связанных с ними узлов по заданной траектории с требуемой точностью.
В металлорежущих станках применяются направляющие скольжения, качения, гидростатические, аэростатические. В настоящее время примерно в 95 % станков используются направляющие первого и второго типа. Достаточно часто направляющие разных типов объединяют в одну конструкцию с целью сочетать их достоинства. Такие направляющие называют комбинированными. Направляющие скольжения могут быть с полужидкостной, жидкостной и газовой смазкой. При полужидкостной смазке суммируется сила взаимодействия контактирующих поверхностей деталей и сила вязкого сопротивления смазочного материала, не разделяющего полностью эти поверхности. Если смазочный материал разделяет поверхности полностью, то возникает жидкостная смазка, что имеет место в гидростатических и гидродинамических направляющих. Направляющие качения разделяют по виду тел качения на роликовые и шариковые.
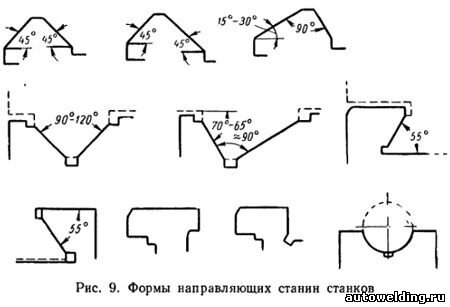
В зависимости от траектории движения подвижного узла направляющие могут быть прямолинейного и кругового движения. Их делят также на горизонтальные, вертикальные и наклонные. По форме поперечного сечения наиболее распространены прямоугольные (плоские), треугольные (призматические), трапециевидные (типа Ласточкин хвост) и круглые направляющие.
Таким образом классифицировать направляющие можно следующим образом:
- Направляющие скольжения:
- Гидростатические направляющие;
- Гидродинамические направляющие;
- Аэростатические направляющие;
- Аэродинамические направляющие;
- Направляющие качения:
- Роликовые направляющие модульного типа;
- Шариковые направляющие модульного типа;
- Комбинированные.
Направляющие скольжения:
Непосредственный контакт сопряженных поверхностей в направляющих скольжения определяет непостоянство и большие силы сопротивления. В зависимости от нагрузки, скорости, вида смазочного материала и его количества направляющие могут работать в режимах трения без смазочного материала и с ним. Существенную разницу для этих направляющих составляют силы трения покоя по сравнению с силами трения движения; последние, в свою очередь, сильно зависят от скорости скольжения. Эта разница приводит к скачкообразному движению узлов при малых скоростях, что крайне нежелательно, особенно для современных станков с ЧПУ. Значительное трение вызывает изнашивание и, следовательно, снижает долговечность направляющих.
Для уменьшения недостатков направляющих с полужидкостной смазкой внедряют специальные антискачковые масла, применяют накладки из антифрикционных материалов.
Достоинства направляющих с полужидкостной смазкой - высокая контактная жесткость и хорошие демпфирующие свойства. Кроме того, они обеспечивают надежную фиксацию подвижного узла станка после его перемещения в заданную позицию.
Направляющие движения должны обладать большой износостойкостью. Станины в зависимости от их конструкции и размеров изготовляют литые из чугуна СЧ21-40, СЧ35-56, СЧ32-52, СЧ38-60, и сварные -- из стали марок Ст. 3 или Ст. 4. Сварные станины легче литых, но жесткость их ниже.
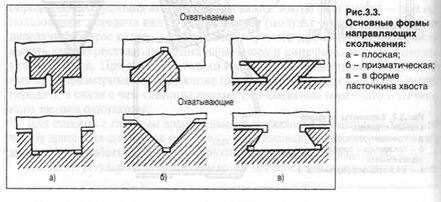
Материал для изготовления направляющих скольжения (рис. 3.3) -- серый чугун. Он используется в тех случаях, когда направляющие изготовляют как одно целое со станиной. Износостойкость направляющих повышают
поверхностной закалкой с твердостью HRC3 42-56.
Стальные направляющие выполняют накладными, обычно закаленными с твердостью HRC3 58-63. Чаще всего используют сталь 40Х с закалкой ТВЧ, пали 15Х и 20Х с последующей цементацией и закалкой.
Надежная работа направляющих зависит от защитных устройств, предохраняющих рабочие поверхности от попадания на них пыли, стружки, грязи. Защитные устройства изготовляют из различных материалов, в том числе полимерных.
К материалам направляющих предъявляют следующие технические требования:
1. Износостойкость. Износ направляющих определяет их работоспособность и сохранение точности в течение требуемого периода эксплуатации.
2. Малая величина коэффициента трения покоя и незначительная его зависимость от продолжительности неподвижного контакта, малая величина коэффициента трения движения, близость его по величине к коэффициенту трения покоя и небольшая зависимость от скорости движения.
3. Стабильность размеров во времени от действия внутренних напряжений и стойкость к тепловым нагрузкам, воздействию влаги, масел, слабых кислот и щелочей.
4. Достаточная жесткость с учетом возможного снижения ее за счет дополнительных стыков у накладных направляющих и при использовании пластмасс повышенной податливости.
5. Хорошая обрабатываемость для достижения необходимых точности и шероховатости поверхности.
6. Экономические показатели, которые определяют из сопоставления затрат на изготовление направляющих повышенного технического уровня и экономии, полученной от этого.
Пару трения скольжения чаще всего комплектуют из разнородных материалов, имеющих различные составы, структуру и твердость; этим устраняют угрозу опасной аварийной ситуации -- схватывания. Направляющие станин изготавливают из более износостойких и твердых материалов, чем направляющие подвижных узлов. За счет этого достигают более длительного сохранения точности, так как она определяется в основном точностью более длинных направляющих станин.
Материалы, применяемые для направляющих скольжения станков, делят на три группы: упрочненные стали и чугуны, цветные сплавы, пластмассы.
Чугунные закаленные направляющие чаще всего изготовляют из чугуна СЧ20, СЧ 25, СЧ 30 за одно целое. Нагрев при закалке осуществляют токами высокой частоты или газопламенным методом. Накладные направляющие изготавливают из следующих упрочненных материалов: цементированных и закаленных сталей 15Х, 20Х, 40Х (с поверхностной закалкой ТВЧ) и 18ХГТ; высокоуглеродистых хромистых закаленных сталей ШХ15, ШХ15СГ, ХВГ, 9ХС, 7ХГ2В, 8ХФ; азотируемые стали 40ХФ, 30ХН2МА с глубиной азотирования 0,5 мм и закалкой до твердости HV800-1000., легированных и модифицированных закаленных чугунов СЧ 30 с твердостью под закалку не менее НВ 170. Твердость закаленных чугунных направляющих HRC 48 - 53, твердость стальных HRC 58 - 62.
Шероховатость рабочей поверхности от Ra0,4 до Ra0,8.
Параллельность - 0,020 - 0,03.
Из цветных сплавов используют для направляющих подвижных элементов бронзы и цинковые сплавы. Наилучшие результаты по износостойкости, отсутствию задиров и равномерности подачи дают алюминиевая бронза Бр АМц9-2 и цинковый сплав ЦАМ 10-5, работающие в паре со стальными и чугунными направляющими. Недостатком сплава ЦАМ 10-5 является невысокая износостойкость при абразивном изнашивании, в связи с чем направляющие с этим материалом требуют хорошей защиты.
Пластмассы используют для направляющих подвижных узлов некоторых станков с ЧПУ. Положительные свойства пластмасс -- благоприятные характеристики трения, способствующие равномерности перемещения подвижных устройств при малых скоростях, отсутствие явления схватывания. Однако большинство пластмасс не имеют достаточной жесткости и необходимой стойкости к воздействию тепловых нагрузок, влаги, масла, слабых щелочей и кислот. В станках используют фторопласт, наклеиваемый в виде ленты, наполненный фторопласт с бронзовым наполнителем и композиционные материалы на основе эпоксидных смол с присадками дисульфида молибдена, графита и неметаллических наполнителей.
Композиционные материалы характеризуются также высокой технологичностью, так как позволяют изготовить направляющие столов и кареток без дальнейшей механической обработки. Непосредственно перед нанесением на поверхность приготовляют из специальных компонентов (смолы, порошков, пластификатора и отвердителя) пастообразную мастику, которой покрывают направляющие. Каретку или стол с нанесенной мастикой укладывают непосредственно на направляющие выверенной по уровню станины, на которые для предотвращения прилипания напылен тонкий разделительный слой воскового покрытия или тонкий слой смазки. Время затвердевания составляет несколько часов. При необходимости такое пластмассовое покрытие может быть обработано резанием (строганием, фрезерованием, шлифованием, шабрением).
Гидростатические направляющие:
В металлорежущих станках все более широкое применение находят гидростатические направляющие, имеющие по всей длине карманы, в которые под давлением подается масло. Масло, растекаясь по площадке направляющих, создает масляную пленку по всей длине контакта и вытекает через зазор h наружу.
По характеру восприятия нагрузки гидростатические направляющие делятся на незамкнутые (рис. а,б) и замкнутые (рис.в).
Незамкнутые используются при условии создания прижимающих нагрузок, а замкнутые могут воспринимать, кроме того, и опрокидывающие моменты.
Для создания необходимой жесткости и повышения надежности в этих направляющих обеспечивается регулирование толщины масляного слоя, а также используется системы подвода масла с дросселями перед каждым карманом (рис.б, в) и системы автоматического регулирования.
Классификация гидростатических направляющих прямолинейного перемещения указана ниже. При небольшом диапазоне нагрузок, действующих на узел станка, применяют разомкнутые направляющие, так как их изготовление проще, чем замкнутых. Последние обеспечивают повышенную жесткость масляного слоя благодаря предварительной нагрузке дополнительной направляющей 2 при подводе к ней масла под давлением.
Ее площадь, а следовательно, и несущая способность часто меньше, чем у основной направляющей 1. Обычно на поверхности направляющей подвижного узла, например салазок 3, предусматривают два или более кармана, которые могут быть отделены дренажными канавками 4.Направляющие могут иметь форму квадрата, прямоугольника (для ползунов) или цилиндра. Форма карманов (I, II, III) зависит от условий работы и размеров станка. Большую надежность и демпфирование обеспечивает форма кармана III в виде замкнутой канавки.
Основным преимуществом гидростатических направляющих является, то, что они обеспечивают жидкостное трение при любых скоростях скольжения, а, следовательно, равномерность перемещения, и высокую чувствительность точных перемещений, а также компенсирование погрешностей сопрягаемых поверхностей. Недостатком гидростатических направляющих является сложность системы смазки и необходимость устройств фиксации узла в позиции.
Недостатками гидростатических направляющих являются сложность системы смазки и необходимость в отдельных случаях иметь специальные устройства фиксации перемещаемого узла в заданной позиции.
Гидростатические направляющие более широко распространены в металлорежущих станках. Они обеспечивают жидкостную смазку при любых скоростях скольжения, а значит, и равномерность, и высокую чувствительность точных исполнительных движений. Недостатком гидростатических направляющих является сложность системы смазывания и необходимость специальных устройств для фиксации перемещаемого узла в заданной позиции.
По характеру восприятия нагрузки гидростатические направляющие делятся на открытые и замкнутые. Открытые направляющие предназначены для восприятия прижимающих нагрузок, а замкнутые (они же закрытые) могут воспринимать, кроме того, и значительные опрокидывающие моменты.
Гидростатические направляющие имеют карманы, в которые под давлением подается масло. Вытекая наружу через зазор оно создает масляную подушку по всей площади контакта. При этом толщину масляного слоя можно регулировать - это позволяет повысить жесткость открытых(незамкнутых) гидростатических опор.
Гидродинамические направляющие:
Гидродинамические направляющие отличаются простотой конструкции, хорошо работают лишь при достаточно больших скоростях скольжения, которым соответствуют скорости главного движения (в продольно-строгальных, карусельных станках). Гидродинамический эффект, т. е. эффект всплывания подвижного узла, создается пологими клиновыми скосами между смазочными канавками, выполненными на рабочей поверхности направляющих. В образованные таким образом сужающиеся зазоры при движении затягивается смазочный материал, и обеспечивается разделение трущихся поверхностей слоем жидкости. Для различных скоростей скольжения и нагрузки существуют свои оптимальные геометрические параметры клинового скоса.
Серьёзным недостатком гидродинамических направляющих является нарушение жидкостной смазки в периоды разгона и торможения подвижного узла.
Аэростатические направляющие:
Воздух, подаваемый под давлением, проходит через дроссель и распределяется по канавкам 1—3, при этом образуется воздушный слой, разделяющий поверхности каретки и станины.В зоне, ограниченной микроканавкой, создается повышенное давление воздуха. За пределами микроканавок давление воздуха плавно снижается до атмосферного.
Назначение микроканавок — распределение сжатого воздуха по смазочному зазору. Для устранения опасности потери устойчивости и возбуждения интенсивных колебаний по принципу пневмомолотка карманы и распределительные
канавки делают с треугольным профилем для обеспечения небольшого сжимаемого объема воздуха в них.
Разделения трущихся поверхностей в аэростатических направляющих добиваются подачей в карманы воздуха под давлением. В результате между сопряженными поверхностями направляющих образуется воздушная подушка. По конструкции аэростатические направляющие напоминают гидростатические. Рабочую поверхность делят на несколько секций, в которых располагаются карманы. Подвод и распределение воздуха к каждой секции независимые.
Недостатки аэростатических опор и направляющих, по сравнению с гидростатическими, заключаются в малой нагрузочной способности, невысоком демпфировании колебаний, так как вязкость воздуха на четыре порядка меньше вязкости масла, низкими динамическими характеристиками, склонностью к отказам из-за засорения магистралей и рабочего зазора. Динамические характеристики можно улучшить, применяя аэростатические направляющие закрытого типа, а поднять нагрузочную способность за счет автономной системы питания от отдельного компрессора.
Преимущества аэростатических направляющих состоят в том, что они при движении обеспечивают низкий коэффициент трения, а при отключении подачи воздуха очень быстро создается контакт поверхностей с большим трением, обеспечивающим достаточную жесткость фиксации узла станка в заданной позиции. Отпадает необходимость в фиксирующих устройствах, в которых нуждаются гидростатические направляющие.
Направляющие качения:
Наибольшее распространение получили направляющие со свободным перекатыванием тел качения, так обеспечивают более высокую жесткость, точность движения и применяют их в станках с малой величиной хода перемещаемого узла из-за отставания тел качения (рис. б) и направляющие с циркуляцией потока шариков или роликов и их возвратом (рис. в)
Направляющие качения имеют хорошие характеристики трения, равномерность и плавность движения, точность установочных перемещений и длительно сохраняют точность; в них малое тепловыделение, их просто смазывать. Направляющие качения более просты и экономичны в использовании, обладают более высокой динамикой, жесткостью восприятия нагрузок, менее энергозатратны, лучше воспринимают нагрузки (и статические и динамические), обеспечивают плавность хода, уступая гидростатическим направляющим лишь по демпфирующим свойствам.
Устройства для защиты направляющих. Защитные уплотнения выполняют в виде металлических скребков, прикрепленных к торцу стола, суппорта, салазок и прижимаемых к направляющим благодаря собственной упругости или пружине, а также в виде войлочных,полимерных или комбинированных уплотнений. Металлические скребки не предохраняют зону трения от мелких частиц загрязнений, войлочные уплотнения сами быстро загрязняются и истирают поверхность направляющих. Рабочие поверхности лучше очищают резиновые и пластмассовые уплотнения, применяемые самостоятельно или в комбинации с другими защитными устройствами.
Продольные щитки в виде металлических планок или кожухов (по одному на каждую направляющую) прикрепляют к подвижному или неподвижному узлу. Щитки могут быть снабжены уплотнениями или образовывать лабиринтное уплотнение.
Телескопические щитки с уплотнениями имеют хорошие эксплуатационные свойства и применяются в средних и тяжелых станках.
Гармоникообразные меха служат для защиты направляющих шлифовальных, заточных, зубообрабатывающих и других станков в тех случаях, когда на защитное устройство не попадает острая или горячая стружка.
Стальная лента, применяемая для защиты направляющих, может быть закреплена у торцов станины и проходить внутри стола или станины. При использовании двух лент одним концом они прикрепляются к столу, а с противоположной стороны наматываются на барабаны у торцов станины.
Смазывание направляющих. Подачей жидкого смазочного материала на направляющие скольжения создают на их рабочих поверхностях режим смешанного трения, в результате чего значительно снижается скорость изнашивания.
Вязкость смазочного материала выбирают в зависимости от условий трения. Если давление в контакте высокое, а скорость скольжения малая, необходимо применять смазочные материалы относительно большой вязкости. Например, горизонтальные направляющие в узле подачи при значительном нагружении следует смазывать маслом с кинематической вязкостью около 10 • 10-7mz/c. а направляющие, работающие при малых и средних нагрузках,— маслом с вязкостью (2,7...6,5) 107м2/с.
Для снижения коэффициента трения покоя и движения в направляющих скольжения узлов при малых скоростях движения, а следовательно, и для обеспечения равномерности малых подач, повышения точности и чувствительности установочных перемещений столов, суппортов и других узлов применяют антискачковые масла. В них содержатся присадки, способствующие образованию прочной масляной пленки на контактирующих поверхностях, которая сохраняется при малых скоростях скольжения и высоких давлениях в контакте. Для смазывания горизонтальных направляющих станков общего назначения рекомендуется применять масла ИНСп-20 и ИНСп-40, причем первое масло пригодно для системы смазывания, общей с гидросистемой. Для вертикальных направляющих и горизонтальных с вертикальными гранями большой площади наиболее подходит масло ИНСп-110.
Поверхности, смазываемые антискачковыми маслами, следует хорошо защищать от загрязнений. Применение этих дорогих масел должно быть экономически оправдано.
Смазочный материал подается на направляющие скольжения разными способами. Обычно применяют централизованные циркуляционные смазочные системы последовательного и импульсного типов. Реже используются проточные системы с ручным насосом, с индивидуальными масленками, с роликами, фитильная.
Смазочный материал подается на направляющие со стороны перемещающегося узла или со стороны неподвижного. С помощью распределителя смазочный материал подводится ко всем рабочим поверхностям направляющих. От смазочных точек по канавкам он распределяется по всей площади контакта.