(продолжение. Начало)
2.Классификация сварки плавлением
Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
электрическая дуговая, где источником тепла является электрическая дуга
электрошлаковая сварка, где основным источником теплоты является расплавленный шлак, через который протекает электрический ток
электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов
Электронно-лучевая сварка производится в специальной камере в глубоком вакууме (до 13-105 Па). Энергия, необходимая для нагрева и плавления металла, получается в результате интенсивной бомбардировки места сварки быстро движущимися в вакуумном пространстве электронами. Вольфрамовый или металлокерамический катод излучает поток электронов под воздействием тока низкого напряжения. Поток электронов фокусируется в узкий луч и направляется на место сварки деталей. Для ускорения движения электронов к катоду и аноду подводится постоянное напряжение до 100 кВ. Электронно-лучевая сварка широко применяется при сварке тугоплавких металлов, химически активных металлов, для получения узких и глубоких швов с высокой скоростью сварки и малыми остаточными деформациями.
лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов.
Лазерная сварка – эта сварка плавлением, при которой для нагрева используется энергия излучения лазера. Термин «лазер» получил свое название по первым буквам английской фразы, которая в переводе означает: «усиление света посредством стимулированного излучения».
Современные промышленные лазеры и системы обработки материалов показали существенные преимущества лазерной технологии во многих специальных отраслях машиностроения. Промышленные СО2-лазеры и твердотельные снабжены микропроцессорной системой управления и применяются для сварки, резки, наплавки, поверхностной обработки, прошивки отверстий и других видов лазерной обработки различных конструкционных материалов. С помощью СО2-лазера производится резка как металлических материалов, так и неметаллических: слоистых пластиков, стеклотекстолита, гетинакса и др. Лазерная сварка и резка обеспечивают высокие показатели качества и производительности.
газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки
Более подробную классификацию можно провести и по другим характеристикам:
сварка плавящимся и неплавящимся электродом
К плавящимся электродам относятся стальные, медные, алюминиевые; к неплавящимся – угольные, графитовые и вольфрамовые. При сварке неплавящимся электродом сварной шов получается только за счет расплавления основного металла и металла присадочного прутка.
дугой прямого и косвенного действия
свободной и сжатой дугой
под флюсом
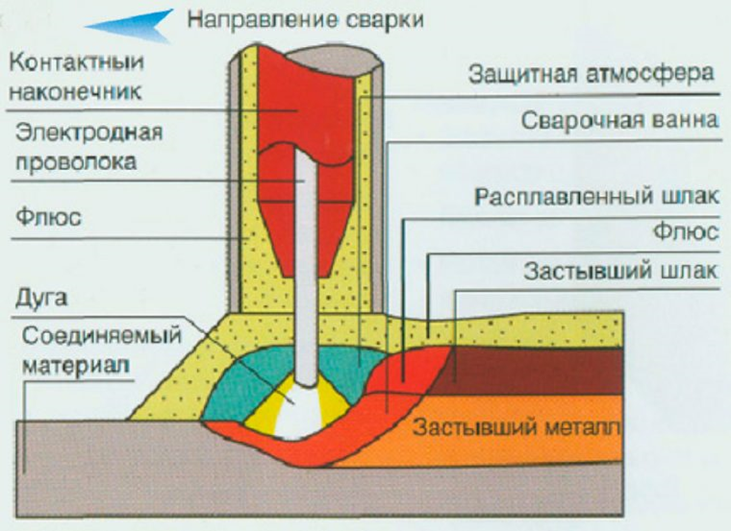
При сварке под флюсом сварочная проволока и флюс одновременно подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и част флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва Сварка под слоем флюса применяется для соединения средних и больших толщин металла на полуавтоматах и автоматах.
При электрошлаковой сварке тепло, идущее на расплавление металла изделия и электрода, выделяется под воздействием электрического тока, проходящего через шлак. Сварка осуществляется, как правило, при вертикальном расположении свариваемых деталей и с принудительным формированием металла шва.
Обычно электрошлаковую сварку применяют для соединения деталей кожухов доменных печей, турбин и других изделий толщиной от 50 мм до нескольких метров. Электрошлаковый процесс применяют также для переплава стали из отходов и получения отливок.
в среде защитного газа
дуговой плазмой
Классификация дуговой сварки производится также в зависимости от степени механизации процесса сварки, рода и полярности тока и т. д.
По степени механизации различают сварку ручную, механизированную (полуавтоматом) и автоматическую. Каждый из видов сварки в соответствии с этой классификацией характеризуется своим способом зажигания и поддержания определенной длины дуги; манипуляцией электродом для придания свариваемому шву нужной формы; способом перемещения дуги по линии наложения шва и прекращения процесса сварки.
При ручной сварке указанные операции выполняются рабочим-сварщиком вручную без применения механизмов
При сварке на полуавтомате плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются сварщиком вручную.
При автоматической сварке механизируются операции по возбуждению дуги и перемещению ее по линии наложения шва с одновременным поддержанием определенной длины дуги. Автоматическая сварка плавящимся электродом производится, как правило, сварочной проволокой диаметром 1—6 мм; при этом режимы сварки (сварочный ток, напряжение дуги, скорость перемещения дуги и др.) более стабильны. Этим обеспечивается качество сварного шва по его длине, однако требуется более тщательная подготовка к сборке деталей под сварку.
Свариваемые детали собираются с зазором. Для предотвращения вытекания жидкого металла из пространства зазора и формирования сварного шва по обе стороны зазора к свариваемым деталям прижимаются охлаждаемые водой медные пластины или ползуны. По мере охлаждения и формирования шва ползуны перемещаются снизу вверх.
(продолжение следует....)
((