Линейные направляющие - это высокоточные детали, которые задают направление перемещения полезной нагрузки (рабочего инструмента или заготовки) по заданной траектории и предназначены для создания осей линейного перемещения с требуемой точностью и минимальным трением, также используются в качестве направляющих в различных механических системах/оборудовании.

Основная задача линейных направляющих
Основная задача, которая ставится перед линейными направляющими - это перемещение полезной нагрузки по линейной траектории с необходимой точностью и минимальным трением.
Линейные направляющие (рельсовые направляющие)
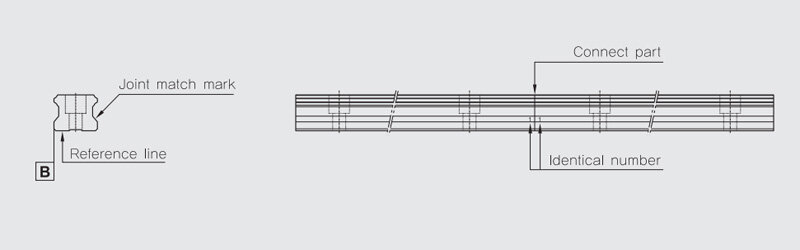
Схема линейных направляющих и передвижной каретки.
Направляющие, по которым перемещаются подвижные узлы станков, машин, механизмов, измерительных приборов, роботов и других устройств, являются одним из основных элементов конструкции, и в значительной мере определяют их возможности и технический уровень.
Линейные направляющие (рельсовые направляющие) c установленной кареткой
Линейные направляющие для ЧПУ
Например, в металлорежущих станках применяются два основных типа линейных направляющих:
- линейные направляющие скольжения с различными режимами трения (граничного, смешанного, гидродинамического, гидростатического, аэростатического);
- линейные направляющие качения с различными типами тел качения (в основном, конечно, шарики и ролики), видами кинематики (без возврата тел качения, с возвратом тел качения) и конструктивными формами, которые будут подробнее рассмотрены ниже.
В некоторых станках применяются комбинированные направляющие, у которых по одним граням используется скольжение, а по другим — качение.
Наиболее распространены линейные направляющие скольжения со смешанным характером трения, при котором слой смазки не обеспечивает полного разделения трущихся поверхностей неподвижного и подвижного элементов направляющей, которое имеет место в гидродинамических, гидростатических и аэростатических направляющих.
Направляющие скольжения имеют смешанный характер трения, при котором слой смазки не обеспечивает полного разделения трущихся поверхностей неподвижного и подвижного элементов направляющей, которое имеет место в гидродинамических, гидростатических и аэростатических направляющих.
Основными преимуществами линейных направляющих скольжения со смешанным характером трения являются простота и компактность конструкции, высокая нагрузочная способность и жесткость, демпфирование, невысокая стоимость. Однако в современных условиях тип направляющих со смешанным трением имеет существенные недостатки, основными из которых являются большое трение, ограничивающее скорость перемещения узлов, большой износ направляющих, а также скачкообразность движения при трогании с места и на малых скоростях, не позволяющая осуществлять точное позиционирование узлов.
Линейные направляющие для ЧПУ
В последние годы, в особенности с появлением станков с числовым программным управлением (ЧПУ станков), возросли требования к скоростям перемещений узлов и к точности их позиционирования в сочетании с повышенными силовыми нагрузками. Расширился ряд технологических операций и типов обработки на станках всех типов. Повысились требования к производительности оборудования. Все это привело к появлению многоцелевых станков с ЧПУ, обрабатывающих центров, которые к настоящему времени стали основным типом обрабатывающего станочного оборудования.
Скорости линейных перемещений узлов у большинства обрабатывающих центров возросли сначала до 10…15 м/мин, затем до 20…30 м/мин, и в настоящее время у многих серийных моделей находятся на уровне 40…60 м/мин, а у отдельных станков достигают 90…100 м/мин и выше. Ускорения при разгоне-торможении узлов, ранее не превышавшие 0,1…0,5 м/с2, возросли сначала до 2…3 м/с2, а затем у ряда моделей достигли 8…10 м/с² и выше (в отдельных случаях — до 20 м/с2 и более).
Точность позиционирования узлов возросла до 5 мкм и выше при дискретности перемещений до 0,1 мкм, причем такая точность обеспечивается даже при высокоскоростной контурной и объемной обработке деталей со знакопеременной нагрузкой на узлы. Высокие требования к техническому уровню станков потребовали усовершенствования традиционных и разработки новых компоновок станков (типа «box in box», «gantry» и др.). Появились новые высокодинамичные цифровые приводы с применением усовершенствованных шлифованных шариковинтовых пар и линейных моторов, новые оптоэлектронные измерительные системы и новые решения для многих других узлов и устройств станков (шпиндельных узлов, мотор-редукторов, инструментальных магазинов и устройств автоматической смены инструментов и др.).
Соответственно, непрерывно повышались требования и к направляющим станков, в значительно мере обеспечивающих скоростные, точностные, нагрузочные и другие важнейшие характеристики. Направляющие скольжения совершенствовались главным образом за счет использования нанесения покрытий из синтетических материалов (фторопласт, торсайт, тефлон), позволивших устранить «скачки» при старт-стопных режимах, снизить потери на трение и значительно увеличить скорость перемещения узлов при сохранении высокой демпфирующей способности, благодаря чему на некоторых современных обрабатывающих центрах продолжают использовать такой тип направляющих.
Однако у таких линейных направляющих коэффициент трения остается существенно выше, чем у линейных направляющих качения. Он ограничивает возможность применения особо высоких скоростей перемещений и предварительного натяга, необходимого для обеспечения высокой жесткости и высокой точности при реверсах и знакопеременных нагрузках. Ограниченное применение имеют и гидродинамические, гидростатические и аэростатические направляющие скольжения из-за недостатков и ограничений, о которых говорилось ранее. Таким образом, основным типом направляющих на большинстве современных наиболее производительных высокоскоростных обрабатывающих центров являются новые типы направляющих качения.
Начальная конструкция линейных направляющих качения, применявшихся на координатно-расточных, шлифовальных и других обрабатывающих станках, претерпела с течением времени ряд усовершенствований: появились накладки из закаленной стали на поверхности базовых деталей из чугуна, подпружиненные ролики на обратных планках на подвижных узлах для создания преднатяга, направляющие с линейным сепаратором уступили место направляющим качения с применением роликовых (или шариковых) блоков — линейных опор качения (так называемые «танкетки»).
Профильные направляющие
Дальнейшим усовершенствованием направляющих качения стало появление их нового класса — рельсовых направляющих качения (или профильные направляющие).
Рельсовые направляющие качения
Принципиальным улучшением у таких направляющих по сравнению с описанными выше системами роликовых направляющих с «каретками» является перемещение тел качения не непосредственно по поверхностям неподвижного узла станка, а по точно обработанным рельсам, устанавливаемым на неподвижном узле.
При этом тела качения (шарики) размещены в блоке качения (каретке), которая поставляется в комплекте с рельсом и с нужным заказчику заранее выполненным предварительным натягом.
Рельсы (обычно два, реже — больше), устанавливаются на неподвижном узле станка, причем точной обработки требуют только две верхние плоскости блока направляющих станины. Плоскость станины, на которые монтируются рельсы, выполняется с упорным буртом (возможно исполнение и без бурта).
Один рельс выставляется первым и является базовым, второй устанавливается «на параллельность» базовому или по упорному бурту, после чего закрепляется. Таким образом, устраняются основные технологические трудности, о которых говорилось выше при рассмотрении систем направляющих с использованием «танкеток».
На каретки (обычно одна или две на одном рельсе, реже — больше) крепятся подвижные узлы станка. Рельсовые направляющие качения в настоящее время являются предпочтительным типом направляющих для наиболее производительных высокоскоростных обрабатывающих центров с ЧПУ, других типов станков особо высокой точности, высокоскоростных роботизированных систем, других машин и приборов.
Профильные линейные направляющие обладают рядом преимуществ:
● Конструкция дорожки качения обеспечивает высокую жесткость и большую допустимую нагрузку.
● Четырехрядная канавка с 2-точечным контактом создает одинаковую нагрузку во всех направлениях.
● Низкий коэффициент трения обеспечивает высокую энергоэффективность.
● Простота обслуживания узлов и механизмов.
● Повышенная производительность машины.
● Различные варианты исполнения, простая конструкция и более длительный срок службы.
Основные технические характеристики профильных линейных направляющих (рельсовых направляющих)
Номинальная нагрузка и срок службы профильных линейных направляющих
При нормальных условиях линейная рельсовая система может быть повреждена усталостью металла в результате многократных напряжений.
Повторяющееся напряжение вызывает отслаивание дорожек качения и стальных шариков. Срок службы линейной рельсовой системы определяется как общее расстояние, которое проходит линейная рельсовая система до тех пор, пока не произойдет отслаивание дорожек качения и/или стальных шариков.
Номинальный срок службы профильных линейных направляющих: L (км)
Номинальный срок службы профильных линейных направляющих определяем как общее расстояние прохождения (L=км) без отслаивания отслаивание дорожек качения и/или стальных шариков 90% группы идентичных линейных рельсовых систем, работающих в одинаковых условиях.
Существуют формулы вычисления срока службы профильных линейных направляющих для:
- для шариковых линейных направляющих
- для роликовых линейных направляющих
(данные формулы можно найти в каталогах продукции профильных линейных направляющих)
Номинальная базовая динамическая нагрузка профильных линейных направляющих: C (кН)
Базовая оценка динамической нагрузки C является статистическим показателем и основана на том, что 90% подшипников выдерживают 50 км пробега с полной нагрузкой.
Номинальная базовая статическая нагрузка профильных линейных направляющих: Co (кН)
При приложении чрезмерной нагрузки или удара к линейной рельсовой системе в статическом или динамическом состоянии может произойти постоянная, но локальная деформация стальных шариков и дорожки качения. Основная статическая нагрузка - это максимальная нагрузка, которую может выдержать подшипник без ущерба для динамического срока службы. Это значение обычно связано с постоянной деформацией поверхности дорожки качения, в 0,0001 раза превышающей диаметр шарика
Статический допустимый момент для профильных линейных направляющих: Mo (кН.м)
Эти нагрузки представляют собой максимальные моменты или крутящий момент нагрузки для профильных линейных направляющих, которые могут быть приложены к подшипнику без повреждения подшипника или влияния на последующий динамический ресурс.
● Mro: Момент в направлении качения
● Mpo: Момент в направлении качки
● Myo: Момент в направлении рыскания
Статический коэффициент запаса прочности профильных линейных направляющих: fs
При расчете нагрузки, оказываемой на линейную рельсовую систему, необходимо учитывать как среднюю нагрузку, так и максимальную. Возвратно-поступательные механизмы/машины создают момент инерции. При выборе правильной линейной рельсовой системы учитывайте все нагрузки.
● Co: Базовая номинальная статическая нагрузка
● P : Полезная нагрузка
● Mo: Статический допустимый момент (Mpo, Mro, Myo)
● M: Расчетный момент нагрузки
Статический коэффициент рассчитывается по следующим формулам:
Статический коэффициент запаса прочности профильных линейных направляющих для радиальной нагрузки:
fs = Co / P
Статический коэффициент запаса прочности профильных линейных направляющих для моментальной нагрузки:
fs = Mo / M
Обычно коэффициент запаса прочности профильных линейных направляющих равен следующим значениям:
Ударная нагрузка или отклонение системы/машины невелики fs = 1,0 ~ 1,3
Приложена ударная или скручивающая нагрузка fs = 2,0 ~ 3,0
Приложена нормальная нагрузка или отклонение машины невелико fs = 1,0 ~ 1,5
Ударная или скручивающая нагрузка прилагается fs = 2,5 ~ 7,0
Сопротивление трению для профильных линейных направляющих (рельсовые направляющие)
Статический и динамический коэффициенты трения линейных рельсовых систем настолько малы, что сводят к минимуму требуемую движущую силу и повышение температуры. Сила трения зависит от нагрузки, предварительного натяга, скорости и смазки. Как правило, смазка в большей степени влияет на легкую нагрузку при высокой скорости, в то время как средняя или тяжелая нагрузка в большей степени зависит от нагрузки и менее чувствительна к выбору смазки.
Расчет различных систем линейных направляющих:
● F: Сила трения
● μ: Коэффициент трения
● P: Нагрузка
F = μ * P
Процедура выбора профильных линейных направляющих
Основные факторы, которые требуется учитывать при выборе профильных линейных направляющих:
- Конструкция машины
- Размеры/габариты установочного пространства для направляющей части
- Направление установки
- Длина хода
- Полезная нагрузка
- Скорость
- Требуемый срок службы
- Время цикла
- Рабочая среда: (Материал, смазка и обработка поверхности должны учитываться в особых рабочих условиях)
Процедура выбора профильных линейных направляющих
1. Выбор системы профильных линейных направляющих
Выберите подходящую систему направляющих, приняв во внимание жесткость, стоимость станка и время изготовления.
2. Выбор модели профильных линейных направляющих
Выберите несколько моделей профильных линейных направляющих, основываясь на простом расчете, размерах рабочего пространства и опыте.
3. Расчет нагрузки и срока службы профильных линейных направляющих
Оцените требуемый срок службы после расчета нагрузки и срока службы и примените модель к конструкции машины.
4. Расчет приложенных нагрузок профильных линейных направляющих
Нагрузки, действующие на линейную рельсовую систему, варьируются в зависимости от направления. Важно учитывать это условии перед выбором типа линейных рельсовых систем и модели.
При расчете нагрузок обратитесь к приведенному ниже примеру.
[Условие расчета приложенной нагрузки]
Выберите несколько моделей, учитывая установочное пространство, опыт и простой расчет условий работы
● m (кг): Нагрузка
● ℓn (мм): Расстояние (мм)
● Pn: Радиальная нагрузка
● PnT: Поперечная нагрузка
● g (м/с2): Ускорение свободного падения (= 9,8 м/с2)
● V (м/с): Скорость
● an (м/с2): Ускорение
5. Расчет приложенных нагрузок и срока службы профильных линейных направляющих
Горизонтальные оси - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Горизонтальные оси с выступающими краями - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Вертикальные оси - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Вертикальные оси с установкой на вертикальную поверхность - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Горизонтальные оси с подвижными рельсами - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Боковые оси - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Продольные оси - расчет приложенных нагрузок и срока службы профильных линейных направляющих
Горизонтальные оси с инерцией - расчет приложенных нагрузок и срока службы профильных линейных направляющих
6. Расчет эквивалентной нагрузки для линейных направляющих
Линейные рельсовые системы могут одновременно воспринимать нормальные и моментные нагрузки (Mro, Mpo, Myo) во всех направлениях, включая радиальные, обратнорадиальные и боковые нагрузки. Расчет эквивалентной нагрузки для линейных направляющих осуществляется следующим образом:
PE (эквивалентная нагрузка) = Pn + PnT
Где:
Pn: Вертикальная нагрузка
PnT: Горизонтальная нагрузка
Pn - Радиальная нагрузка
Mro - Момент в направлении качения
PL - Обратный момент радиальной нагрузки
Mpo - Момент в направлении качки
PnT - Момент боковой нагрузки
Myo - Момент в направлении рыскания
7. Статические коэффициенты запаса прочности (fs) линейных направляющих
При расчете нагрузки, оказываемой на линейную рельсовую систему, необходимо учитывать как среднюю, так и максимальную нагрузку. Возвратно-поступательные машины создают момент инерции. При выборе правильной линейной рельсовой системы учитывайте все нагрузки.
● fS: Статический коэффициент прочности
● Co(N): Номинальная базовая статическая нагрузка (радиальная)
● CoL(N): Номинальная базовая статическая нагрузка (обратная радиальная)
● Раскладушка (N): Номинальная базовая статическая нагрузка (боковая)
● Pn(N): Расчетная нагрузка (радиальная)
● PL(N): Расчетная нагрузка (обратная-радиальная)
● PnT(N): Расчетная нагрузка (боковая)
● fH: коэффициент твердости
● fT: Температурный коэффициент
● fC: Коэффициент контакта
Типичные значения коэффициента запаса прочности (fs) для линейных направляющих
Неподвижное состояние - ударная нагрузка или отклонение машины 1,0 ~ 1,3
Неподвижное состояние - приложенная ударная или скручивающая нагрузка 2,0 ~ 3,0
Нормально передвигающейся - приложенная нормальная нагрузка или отклонение машины невелико 1,0 ~ 1,5
Нормально передвигающейся - ударная или скручивающая нагрузка прилагается 2,5 ~ 7,0
8. Расчет средней нагрузки линейных направляющих
Нагрузки, действующие на линейную рельсовую систему, могут варьироваться в зависимости от различных условий. Для расчета требуемой пропускной способности линейной рельсовой системы необходимо учитывать все условия нагрузки.
Pm: Средняя нагрузка (Н)
Pn: Переменная нагрузка (N)
L: Общая длина хода (мм)
Ln: Длина хода, несущего Pn (мм)
Cтупенчатые нагрузки
Pm: Средняя нагрузка (Н)
Pn: Переменная нагрузка (N)
L: Общая длина хода (мм)
Ln: Длина хода, несущего Pn (мм)
Расчет нагрузок, которые изменяются линейно для линейных направляющих
Pmin: Минимальная нагрузка (N)
Pmax: Максимальная нагрузка (Н)
Расчет нагрузок, изменяющиеся синусоидально для линейных направляющих
Расчет срока службы линейных направляющих
Уравнение номинального срока службы линейной рельсовой системы приведено ниже:
● L (км): Номинальный срок службы
● PC (N): Расчетная нагрузка
● C (Н): Номинальная динамическая грузоподъемность
● fH: Коэффициент твердости
● fT: Температурный фактор
● fC: Коэффициент контакта
● fW: Коэффициент нагрузки
Коэффициент твердости (fH) для линейных направляющих
Чтобы оптимизировать грузоподъемность линейной рельсовой системы, твердость рельса должна быть HRC 58~62.
* Значение для линейной рельсовой системы обычно равно 1,0, поскольку линейная рельсовая система обладает достаточной твердостью.
Температурный коэффициент (fT) для линейных направляющих
Если температура линейной рельсовой системы превышает 100°C, твердость блока и направляющей будет снижена, и, как следствие, следует учитывать температурный фактор, fT.
* Значение для линейной рельсовой системы обычно равно 1,0 при рабочей температуре ниже 80°C.
Коэффициент контакта (fC) для линейных направляющих
Когда два или более блоков используются в тесном контакте, трудно добиться равномерного распределения нагрузки из-за ошибок монтажа и допусков. Базовую динамическую нагрузку C следует умножить на коэффициенты контакта fc, указанные здесь.
Коэффициент нагрузки (fW) для линейных направляющих
Возвратно-поступательные движения машин создают вибрации. Воздействие вибраций трудно точно рассчитать. Обратитесь к следующей таблице, чтобы компенсировать эти вибрации:
Расчет срока службы для линейных направляющих
Когда рассчитан номинальный срок службы (L). Срок службы линейной рельсовой системы может быть рассчитан по следующему уравнению, если количество циклов хода и возвратно-поступательного движения в минуту является постоянным.
● Lh (h): Часы номинального срока службы
● L (км): Номинальный срок службы
● ℓs (мм): Ход
● n1 (min-1): Количество циклов возвратно-поступательного движения в минуту
Радиальный зазор для линейных направляющих
Перемещение блока из стороны в сторону за счет вибрации называется зазором.
Проверка зазора
После монтажа линейной рельсовой системы переместите блок вверх и вниз, затем проверьте изменение значения.
Преднатяг в системах линейных направляющих
Предварительный натяг влияет на жесткость, внутреннюю нагрузку и зазор. Кроме того, очень важно выбрать соответствующий предварительный натяг в соответствии с приложенной нагрузкой, ударом и вибрацией, ожидаемыми в процессе применения.
K-1 Нормальный предварительный натяг линейных направляющих
- При постоянном направлении нагрузки, ударах и когда вибрации незначительны.
- Точность не требуется
K-2 Средний предварительный натяг линейных направляющих
Где возникают чрезмерные нагрузки или момент
- Работа в одноосевых системах.
- Легкая нагрузка, требующая точности.
K-3 Сильный предварительный натяг линейных направляющих
- Там, где требуется жесткость, присутствуют вибрация и удары.
- Инженерное оборудование для тяжелого оборудования
Жесткость линейных направляющих
Когда нагрузка прикладывается к линейным рельсовым системам, шарики, блоки и рельсы испытывают упругую деформацию в допустимых пределах. Отношение смещения известно как жесткость.
Жесткость увеличивается с увеличением предварительного натяга. В случае четырехпозиционного типа равной нагрузки предварительная нагрузка доступна до тех пор, пока нагрузка не увеличится примерно в 2,8 раза по сравнению с применяемой предварительной нагрузкой.
K (Н/мкм): Жесткость
δ (мкм): Смещение
P (N): Расчетная нагрузка
Точность линейных направляющих
Точность линейной рельсовой системы обычно определяется параллельностью хода или вертикальными и горизонтальными отклонениями между блоком и поверхностями крепления рельса.
Параллелизм линейных направляющих
Это допуск параллельности между точкой отсчета блока и рельсом, когда рельс установлен и блок перемещается по всей длине рельса.
Разница по высоте линейных направляющих
Разница в высоте между блоками на одном рельсе.
Разница по ширине линейных направляющих
Разница в ширине между рельсом и блоками на одном рельсе.
Уровень точности линейных направляющих
Уровни точности линейных направляющих делятся на три типа – N, H и P.
Монтаж линейных систем
Способ монтажа, допуск на монтажные зазоры и порядок установки линейных направляющих - все это влияет на точность станка, поэтому мы рекомендуем учитывать нижеприведенные условия.
Высота плеча и радиус скругления R для линейных направляющих
При установке подшипника и линейной направляющей на стол и основание необходимо учитывать радиус скругления, размер фаски и высоту выступа.
Допустимый допуск монтажной поверхности для линейных направляющих
Ошибки при монтаже могут вызвать сопротивление качению при движении. Благодаря функции саморегулирования линейной рельсовой системы SBC это не повлияет на сопротивление качению или подшипник до тех пор, пока соблюдаются допустимые отклонения в соответствии с таблицей, приведенной в каталоге.
Допустимый допуск (P) параллельности линейных направляющих
Допустимый допуск (допуски) изменения высоты монтажной поверхности рельса
Крепление колпачковым винтом линейных направляющих
Небольшие болты используются, когда пространство ограничено. Количество болтов можно регулировать по мере необходимости.
Горизонтальный монтаж линейных направляющих на зажиме
Этот метод обеспечивает простое решение для применений в которых встречаются удары и вибрации.
Заостренный выступ при монтаже линейных направляющих
Применение заостренного выступа при монтаже линейных направляющих обеспечивает наиболее надежное крепление направляющей и блока к опорной поверхности.
Дюбельный штифт при монтаже линейных направляющих
Там, где усилия ниже, а затраты более критичны, для крепления рейки можно использовать дюбельные штифты.
Процедура монтажа линейных направляющих
1. Очистите и высушите монтажную поверхность.
2. Смажьте каждую поверхность машинным маслом низкой вязкости, затем установите направляющую на поверхность и временно слегка затяните крепежные болты.
3. Осторожно установите каретку на блоки и временно затяните крепежные болты.
4. Установите каретку, прижав главный блок к опорной поверхности выбранным способом крепления, и затяните крепежные болты динамометрическим ключом.
Проверка крепления для установки линейных направляющих
Установка направляющей относительно базовой плоскости для установки линейных направляющих
Затягивание установочных винтов для установки линейных направляющих
Окончательная затяжка крепежных болтов для установки линейных направляющих
Процедура монтажа блока из 4 кареток на 2 линейные направляющие
1. Закрепите опорную рейку на месте и затяните крепежные болты динамометрическим ключом, сделав несколько проходов для достижения требуемого крутящего момента
2. Аккуратно установите стол с подшипниками на линейные направляющие и затяните несущие блоки динамометрическим ключом.
3. Начиная с одного конца, переместите стол вдоль линейной направляющей и медленно затяните несущую направляющую в течение нескольких проходов с последним проходом с помощью динамометрического ключа. Не затягивайте слишком сильно.
Рекомендуемые моменты затяжки для монтажа и установки линейных направляющих
Смазка линейных направляющих
Смазка линейной рельсовой системы является ключевой частью ее эксплуатационных характеристик.
● Уменьшите трение и износ каждой движущейся детали.
● Устраните нагрев линейной рельсовой системы.
● Предотвращает коррозию внутри и снаружи линейной рельсовой системы.
● Защита от пыли.
Требования к смазке для линейной рельсовой системы
● Образует прочную масляную пленку
● Обладают высокой термостойкостью
● Низкое трение
● Высокая водонепроницаемость
● Масло должно обладать высокой вязкостью, а консистентная смазка должна иметь однородную консистенцию при повторном перемешивании консистентной смазки
● Предотвращает коррозию линейных направляющих и узлов системы
Интервал между смазочными процедурами
Интервалы между смазочными материалами варьируются в зависимости от окружающей среды и условий работы машины. Поэтому рекомендуется соблюдать указанные ниже интервалы смазывания. Не смешивайте масляные и консистентные смазки.
Конструкция безопасности линейных направляющих
Для обеспечения требуемого срока службы необходимы защита от пыли, ржавления и повторная смазка в соответствии с условиями эксплуатации линейной рельсовой системы.
Виды обработки поверхности в линейных рельсовых системах
Доступны 3 вида обработки поверхности для защиты от коррозии и внешнего вида:
Хромирование - обработка поверхности линейных направляющих
Хромирование обеспечивает высокую устойчивость к ржавчине и износу благодаря пленке покрытия более 750 HV.
Райдент-обработка (Raydent) обработка поверхности линейных направляющих
Для обеспечения коррозионной стойкости доступна обработка поверхности (Raydent). Эта обработка подходит для обеспечения коррозионной стойкости.
Обработка поверхности линейных направляющих фторуглеродным излучением
Фторуглеродное покрытие при обработке raydent подходит там, где требуется высокая коррозионная стойкость (условия работы в воде или соленой воде).
RC-колпачок: колпачок для отверстия в рельсе (линейной направляющей)
Загрязняющие вещества проникают в отверстия для болтов в направляющей и загрязняют внутреннюю поверхность подшипника. Для заполнения отверстий можно использовать колпачки из закаленной резины. Радиоуправляемые машинки снабжены направляющими.
Способ установки RC-колпачка для защиты линейных направляющих
1. Закрепите направляющую на пластине болтами.
2. Наденьте колпачок RC на отверстие для крепления рейки и поместите на колпачок большую стальную пластину, затем постучите по нему молотком.
3. Проверьте колпачок RC, чтобы убедиться, что он правильно установлен.
Применения линейных направляющих
Рельсовые направляющие качения в модулях линейного перемещения
Линейные направляющие широко применяются в модулях линейных перемещений. Направляющие крепятся к несущему корпусу линейного модуля. Передвижные каретки перемещаются вдоль линейных направляющих. В зависимости от спецификации модуля, возможно применение одновременно несколько линейных направляющих в составе модуля линейного перемещения, а также установка нескольких передвижных кареток.
Более подробно о модулях линейного перемещения:
Системы линейных перемещений - более подробно >>
Профильные рельсовые направляющие
Компания SBC Linear (SBC) производит на данный момент 14 типов рельсовых направляющих качения (SBI-FL, SBI-SL, SBI-FLL, SBI-SLL, SBI-HL, SBI-HLL, SBI-CL, SBI-CLL, SBI-FLS, SBI-SLS, SBI-HLS, SBI-CLS, SBI-FV, SBI-SV, а также ряд миниатюрных направляющих серии SBM.
Каретки для линейных направляющих по ширине имеют 2 основных конфигурации:
а) увеличенной ширины, с фланцем, с креплением на узел станка снизу (со стороны основания рельса),
б) обычной ширины, без фланца, с креплением на узел станка на расположенные сверху резьбовые отверстия. По длине каретки также имеют два исполнения – обычной и увеличенной длины.
Базовым размером линейных направляющих SBC служит ширина W1 основания рельса. Например, серии SBI-FL (FLL) и SBI-SL (SLL) изготавливаются в 8 типоразмерах от 15 до 65 (ширина рельсов соответственно от 15 до 63 мм). Рельсы могут поставляться длиной до 4 метров, также предусмотрена возможность их стыковки при монтаже (Для обеспечения возможности стыковки, требуется указать данную информацию при заказе.
Такое исполнение доступно только под заказ, места стыковки будут иметь соответствующее обозначение). Предусмотрена возможность крепления рельсов, как сверху (со стороны размещения каретки), так и снизу (со стороны станины). По заказу рельсы могут поставляться с антикоррозийным покрытием Raydent.
Профильные направляющие могут устанавливаться как на горизонтально, так и на вертикально перемещающихся узлах, с размещением кареток, как на неподвижных, так и на подвижных частях станка.
Перейти в раздел - профильные рельсовые направляющие >>
Более подробная информация о линейных направляющих находится по ссылке: