Основные принципы пайки оплавлением:
Для получения качественной пайки необходим предварительный равномерный прогрев платы;
Чтобы исключить механические разрушения компонентов скорость изменения температуры не должна превышать 5 C в секунду;
Разница температуры предварительного нагрева и температуры оплавления не должна превышать 100 C;
Пиковая температура пайки должна более чем на 30 C превышать точку плавления используемого припоя; пиковая температура не может превышать 260 C;
Следует контролировать процесс естественного охлаждения после пайки. Искусственное ускорение приводит к появлению скрытого брака.
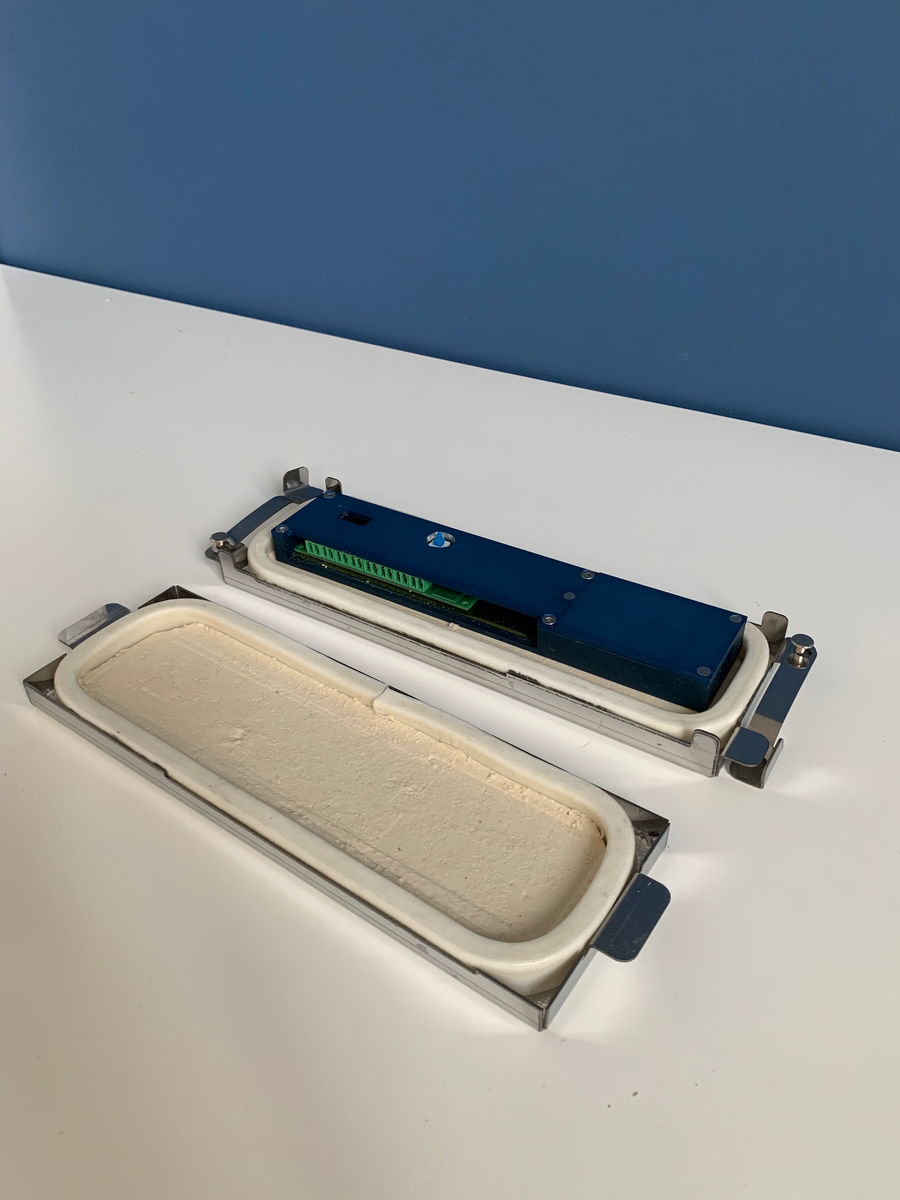
Термоудары и перегрузки приводят к механическому повреждению компонентов. В данных условиях измерение фактического профиля пайки на плате становится определяющим фактором качественного оплавления. Для такого измерения служат автономные многоканальные регистраторы температур.
Регистратор температур Т8-20 серии производства Сахара специально предназначен для регистрации температурного профиля при прохождении по тоннелю конвейерных печей.
Понравилась статья? Ставьте лайк и подписывайтесь на канал САХАРА