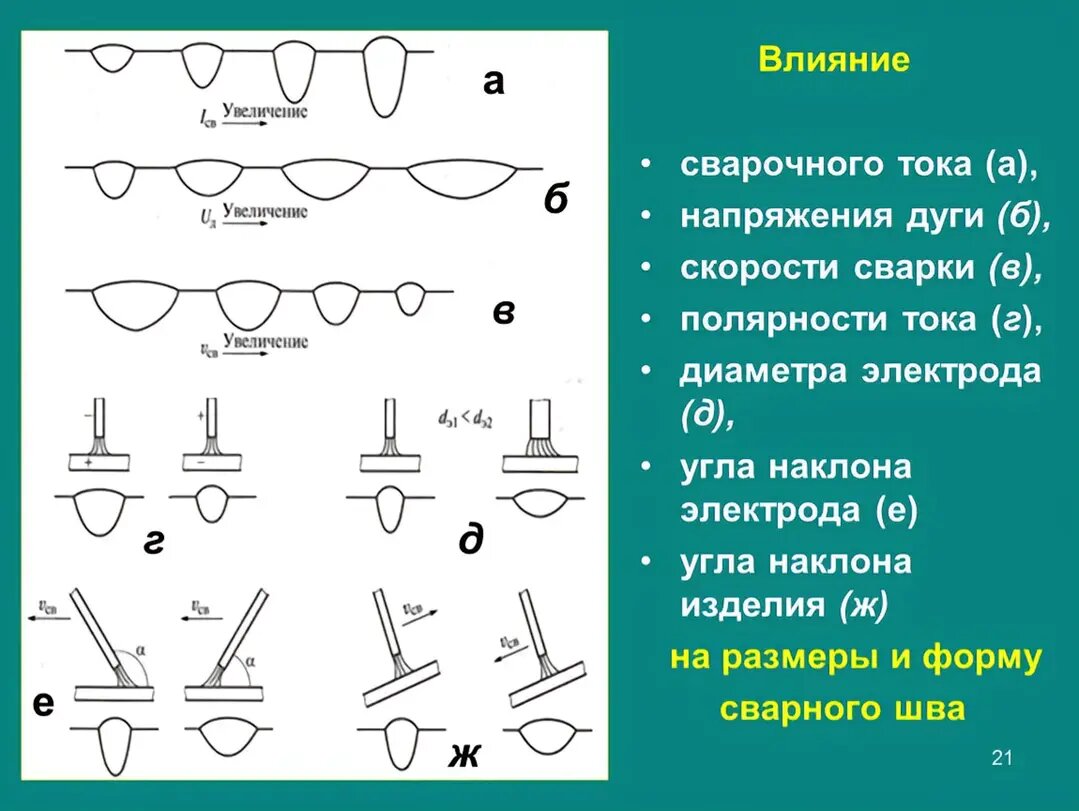
Сварной шов — это не просто соединение металлов, а комплексный результат, зависящий от множества факторов. Вот ключевые параметры, которые влияют на размер и форму сварного шва:
---
1. Сварочный ток cb:
- Эффект:
- При увеличении тока: Шов становится шире и глубже.
- Причина: Больше тепла → больше расплавленного металла.
- Пример: Для электрода 3 мм при токе 100 А ширина шва ≈ 6–8 мм.
Как использовать:
- Для тонких металлов (до 5 мм) — низкий ток (80–100 А).
- Для толстых металлов (>10 мм) — высокий ток (120–150 А).
---
. 2. Напряжение дуги д:
- Эффект:
- При увеличении напряжения: Шов становится узким и высоким.
- Причина: Высокое напряжение создает более стабильную дугу, но меньше теплоотдачи в металл.
- Пример: При напряжении 25 В шов получается более компактным.
. Как использовать:
- Для тонких металлов — низкое напряжение (20–25 В).
- Для толстых металлов — среднее напряжение (25–30 В).
---
3. Скорость сварки cb:
- Эффект:
- При увеличении скорости: Шов становится узким и неглубоким.
- Причина: Быстрый проход электрода не позволяет металлу полностью расплавиться.
- Пример: Скорость 10 см/мин → шов равномерный.
Скорость 20 см/мин → шов узкий и хрупкий.
.
Как использовать:
- Для **тонких металлов — медленная скорость (8–10 см/мин).
- Для **толстых металлов — средняя скорость (12–15 см/мин).
---
. 4. Полярность тока:
- Прямая полярность (ЭДП):
- Шов широкий, но менее глубокий.
- Обратная полярность (ЭОП):
- Шов узкий, но глубокий.
Как использовать:
- Для тонких металлов — обратная полярность для глубины провара.
- Для толстых металлов — прямая полярность для быстрой наплавки.
---
5. Диаметр электрода:
- Больший диаметр:
- Шов шире и глубже.
- Меньший диаметр:
- Шов узкий и менее глубокий.
Как использовать:
- Для тонких металлов — электрод 2,5–3 мм.
- Для толстых металлов — электрод 4–5 мм.
---
6. Угол наклона электрода:
- Малый угол (5–10°):
- Глубокий провар, но узкий шов.
- Средний угол (25–30°):
- Равномерный шов с балансом между глубиной и шириной.
- Большой угол (40+°):
- Широкий шов, но меньшая глубина провара.
Как использовать:
- Для корневого слоя — малый угол (10–15°).
- Для заполнения — средний угол (25–30°).
- Для облицовки — большой угол (35–40°).
---
7. Угол наклона изделия:
- **Малый угол (плоская поверхность):**
- Шов равномерный, но возможны деформации.
- **Больший угол (наклонная плоскость):**
- Лучший контроль над формой шва.
#### **Как использовать:**
- Для **горизонтальных швов** — плоская поверхность.
- Для **наклонных или вертикальных швов** — наклонная плоскость.
---
8. Пример из практики:
| Металл | Ток (А) | Напряжение (В) | Скорость (см/мин) | Электрод (мм) | Угол наклона (°) |
|--------|---------|----------------|-------------------|--------------|------------------|
| 6 мм | 80–100 | 20–25 | 10–12 | 2,6 | Корень: 15°, Заполнение: 25° |
| 9 мм | 120–150 | 25–30 | 8–10 | 3,2 | Корень: 20°, Заполнение: 30° |
---
9. Советы для практики:
- **Контроль параметров:**
- Используйте регуляторы тока и напряжения.
- Проверяйте скорость сварки с помощью таймера.
- **Правильный выбор электрода:**
- Для тонких металлов — малый диаметр.
*Для толстых — больший диаметр.*
- **Углы наклона:**
- Корень: 10–15°.
- Заполнение: 25–30°.
- Облицовка: 35–40°.
---
10. Вопрос для обсуждения:
«Какие параметры вы чаще всего меняете при сварке? Расскажите в комментариях! 💬»
---
11. Итог:
Правильное сочетание параметров — залог качественного шва! Каждый фактор влияет на результат, поэтому важно найти оптимальные значения для конкретного материала и метода сварки.
#СваркаПрофи #ТехникаСварки #КачествоШва #СекретыСварщика
---
P.S. Если нужна помощь с конкретным проектом — спрашивайте! 😊