Правильнее (но слишком длинно) было бы назвать – "в поисках нормативных документов, в соответствии с которыми нужно выбирать момент затяжки – как в наших технологических картах, так и в инструкциях по монтажу оборудования".
Нельзя сказать, подобрать нужный стандарт было так сложно, но определенное время это у нас заняло. Возможно, кому-нибудь из наших читателей статья поможет
Если зайти на сайты поставщиков и производителей крепежных элементов, то можно найти таблицы рекомендуемых моментов затяжки болтов с метрической резьбой – в зависимости от диаметра и класса прочности. Часто никаких ссылок на норматив не дается, а если она и есть, то обычно указывается ISO 898/1 - EN ISO 898-1 Mechanical properties of bolts screws and studs. Но ни в нем, ни в гармонизированном ГОСТ ISO 898-1-2014 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы, и более раннем стандарте СССР, нужных данных не нашли. Может плохо искали ….
Контактные электрические соединения
С контактными соединениями было все понятно - ГОСТ 10434-82 Соединения контактные электрические. Классификация. общие технические требования нужную информацию дает, таблица из приложения 4 много места не занимает, поэтому привожу целиком:
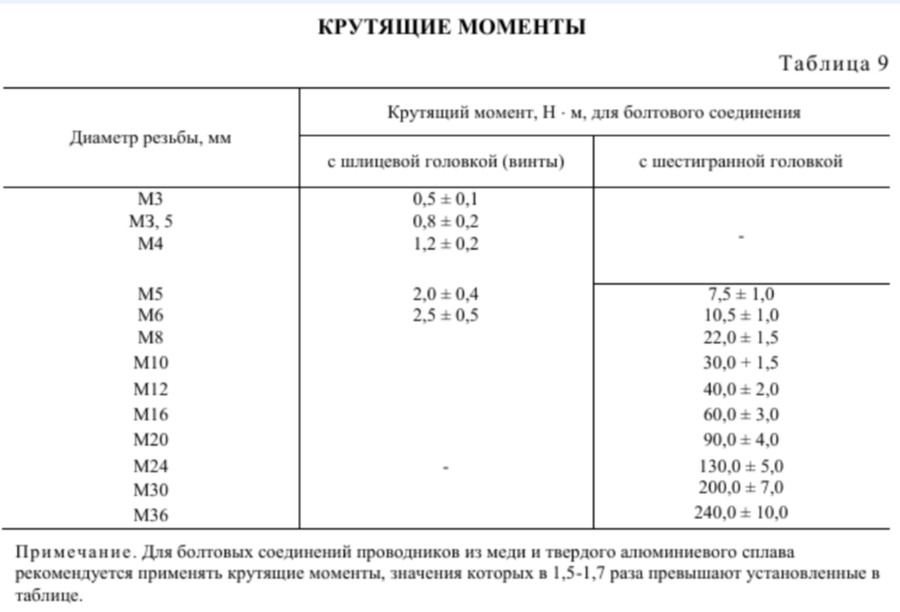
В большинстве случаев мы контактные болтовые соединения не затягиваем, поэтому указываем их в инструкциях по монтажу или техописаниях. Вопрос другой – имеют ли монтажники динамометрический инструмент, и еще – а все ли из них читают инструкции по монтажу ….
Во всяком случае, иногда получаем в ремонт оборудования, в котором запаянные в плату контакты свернуты с молодецкой силой, бывает и штампованные контакты ломают. Логика подсказывает, что раз контакты перетягивают и даже ломают, значит иногда и не дотягивают тоже (гермовводы, например, закручивать забывают – были прецеденты).
Так что тут мы можем только напомнить, что закручивать надо, и указать нужный момент. Умеет ли монтажник (а опытный – умеет) правильно затянуть гайку, винт, болт, или же воспользуется динамометрическим ключом и отверткой – на это повлиять мы уже не можем.
Контактные соединения в машиностроении
В отличие от большинства нашей продукции виброзащитные приборные монтажные платформы ПМП-ВЗ – чистая механика. Их задача, обеспечить надежную работу установленной полезной нагрузки от ударных воздействий и вибрации. В конструкции платформы много болтов и винтов, и по определению она работает в условиях постоянных механических нагрузок
При креплении платформы и полезной нагрузки на ней тоже используются болтовые и винтовые соединения. Совершенно недопустимо, чтобы IP-камера упадет (возможно кому-то на голову) или выйдет из строя вместе с платформой - дополнительные затраты на виброзащиту оправданы только в ответсвенных применениях (например, в системах машинного зрения управления производственными процессами или погрузочно-разгрузочными работами).
В комплект ЗИП платформ входит фиксатор резьбы, но это не отменяет выбор правильных моментов затяжки не только при производстве, но и при монтаже.
После некоторых сомнений в качестве источника требований к затяжке резьб был выбран РД 37.001.131-89 Затяжка резьбовых соединений. Нормы затяжки и технические требования. (Утвержден начальником научно-технического отдела Минавтосельхозмаша 12 декабря 1989 г.). Кстати, мы не одиноки - ссылки на этот РД нашел в описании на сборные конструкции, используемые в строительстве.
Руководящий документ действующий, устанавливает максимальные и минимальные крутящие моменты резьбовых соединений (болт, шпилька, гайка) изделий основного производства с цилиндрической метрической резьбой номинальным диаметром от 3 до 24 мм в зависимости от шага резьбы, класса прочности крепежных деталей и класса соединения, а также технические требования к затяжке резьбовых соединений.
РД содержит данные для всех применяемых в виброзащитных платформах и при их монтаже резьбовых соединений из оцинкованного и выполненного из хромистой стали крепежа. Должны применяться моменты затяжки для класса резьбового соединения III (общего назначения).
Пример применения двух нормативов в одном изделии
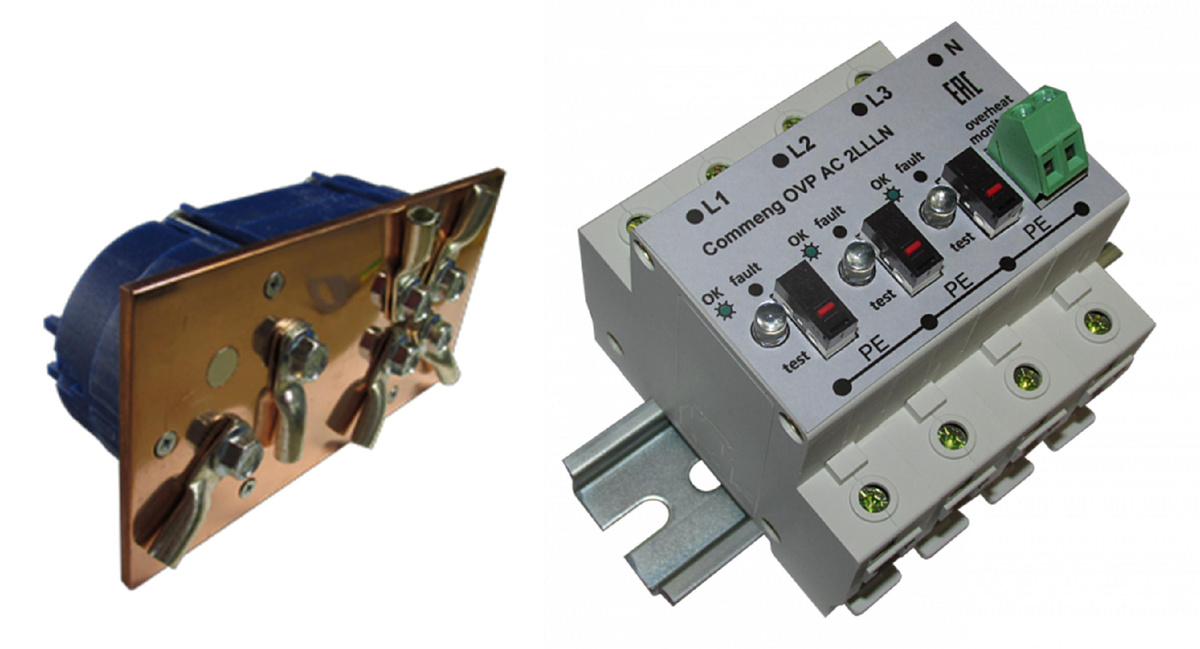
Назначение понятно из названия - Приварные разборные контакты для подключения заземления к металлоконструкциям КЗ-МК. Выпускаются с резьбой контактного соединения М6, М10, М12. Применяться контакт может вне помещений, в условиях химически агрессивных сред.
КЗ-МК состоит из деталей, выполненных из нержавеющей стали (гайка с зубчатым фланцем, винт, круглая гайка) и из углеродистой стали (основание). Основание приваривается к металлоконструкциям, электрический контакт с кабельным наконечником, шиной или другими контактными деталями обеспечивают части, выполненные из нержавейки.
Такое решение позволяет решить ряд проблем, возникающих из свойств материалов:
- нержавеющая сталь имеет высокую коррозионную стойкость, но качественно приварить ее к полосе или швеллеру черного металла сварщику средней квалификации в условиях стройки, с применением обычной дуговой сварки вряд ли возможно;
- проблем с приваркой углеродистой стали нет, но она сильно подвержена коррозии и со многими материалами несовместима, особенно во влажной и химически агрессивной атмосфере;
- гальваническое покрытие цинков (хотя и менее стойкое к коррозии чем нержавейка а так же образующее несовместимые контакты с некоторыми металлами и сплавами) в большинстве случаев было бы хорошим решением …. НО пары оксида цинка, образующиеся при сварке крайне вредны для здоровья, и выполнить необходимые меры безопасности при строительно-монтажных работах практически невозможно.
Для того, чтобы определить, какими критериями пользоваться при выборе момента силы, еще раз определимся, чего мы хотим достичь:
Нам нужен надежный, с минимально возможным сопротивлением, стабильный во времени (15 лет и более) электрический контакт между круглой контактной гайкой и привариваемым основанием. Ни сварка, ни многократные подключения- отключения с затяжкой – ослаблением гайки с фланцем на свойства контакта влиять не должны.
Никакие формулы (есть не только формулы, но и онлайн калькулятор расчета момента затяжки) применять не будем, ограничимся рассуждениями, для иллюстрации которых см. рисунок ниже.
Сначала закручивается винт в основание. Закручиванию противодействуют силы трения в резьбе и головки винта о стенки конусообразного углублений (зенковки), а также силы, связанные с растяжением винта (которые дополнительно увеличивают трение). Для начала откручивания надо приложить тот же момент силы, что и в конце закручивания. Для этой операции достаточно установить момент силы, достаточный, чтобы винт гарантированно не начал выкручиваться при затяжке круглой контактной гайки и затяжке гайки с фланцем контактного соединения (этот момент мы знаем из ГОСТ 10434-82).
Далее нужно накрутить круглую контактную гайку – для этого изготовлен специальный ключ, одевающийся на конец винта и имеющий штырь, который вставляется в выполненное под него в круглой гайке отверстие. При закрутке круглой контактной гайки, кроме трения в резьбе и растяжения гайки значительную роль играет трение поверхности контактной гайки по основанию. При этом происходит как сильное прижимание их поверхностей, так и дополнительное натяжение резьбы, что должно обеспечить низкое переходное сопротивление и препятствовать попаданию влаги по виткам резьбы внутрь контакта.
Надо добавить, что после затяжки высверливается примерно на 5 мм основание через отверстие для ключа в контактной гайке, туда забивается штифт, делая контакт практически неразборным.
Теперь осталось к этим рассуждениям определиться с классом прочности винта, выбрать подходящие моменты затяжки из РД 37.001.131-89 и написать технологические карту. Что касается ГОСТ 10434-82, то кроме того, что его требования выбраны в качестве одной из реперных точек при сборке КЗ-МК, то они приведены в таблице рекомендуемых моментов затяжке в инструкции по монтажу.
Контакт КЗ-МК Техническое описание