1. Вариант организации технологического процесса.
Резьбонакатные станки —специализированное станочное оборудование, предназначенное для формирования наружной резьбы (и прочих профилей, таких например как насечка, шлицы, мелкомодульные червяки) на штучных прутковых заготовках из металлов.

Резьбонакатные станки являются высокотехнологичным и поэтому дорогостоящим оборудованием. При этом технология накатки резьбы имеет ряд неоспоримых преимуществ по сравнению с другими методами обработки резьбы. Среди этих преимуществ основными являются высокая производительность станка (в зависимости от обрабатываемого типоразмера производительность составит около 12-20 мм длины изделия в секунду), высокое качество изделий (стандартно не ниже 6g при этом за счет наклепа поверхность обработанной резьбы получается высокопрочной и гладкой), выпускаемых на резьбонакатных станках, большой срок службы самого резьбонакатного станка (даже в условиях серийного производства срок службы станка не менее 30 лет).
Альтернативой накатке на резьбонакатном станке является получение профиля резьбонакатными головками на универсальном токарным станке. Накатка резьбы головками на токарном станке значительно дешевле с в виду отсутствия первоначальных инвестиций в специализированный станок, для работы необходимо приобрести резьбонакатные головки, которые будут использоваться на уже имеющемся в распоряжении производства токарном станке, который может использоваться и по прямому назначению для токарной обработки тел вращения. Однако резьбонакатные головки имеют низкий ресурс, особенно при обработке длинных резьб, когда в результате наличия износа (седловидности) направляющих станины происходит резкое увеличение нагрузки на накатные ролики резьбонакатной головки. При обработке коротких резьб данная проблема не очевидна, но при этом обработка коротких резьб характеризуется малым машинным временем, вспомогательные операции занимают достаточно большой объем общего времени обработки резьбы на токарных станках при помощи резьбонакатных головок. Это связано с тем, что позиционирование заготовки в токарном патроне требует усилий и слесарных навыков.
Другим вариантом организации технологии производства наружной резьбы является нарезка профиля резьбы плашками. В данном случае имеют место все издержки обработки металла резанием, а именно износ инструмента, ослабление тела изделия, решение вопросов охлаждения рабочей зоны, невысокие физико- механические свойства готового изделия и т.д. Преимуществами нарезки резьбы можно считать низкий размер инвестиций необходимых для приобретения резьбонарезного оборудования и достаточно широкий диапазон наружных диаметров заготовок пригодных для обработки (непосредственно резьбонакатка, как технология, предъявляет высокие требования к наружному диаметру заготовки согласно ГОСТ 19256). Нарезка резьбы является крайне непроизводительной технологией, но в силу своей специфики (отсутствие жестких требований к качеству поверхности и геометрической точности заготовок) широко применяется в штучном производстве (ремонтные цеха, строительные площадки), когда требуется механизировать процесс изготовления небольшого количества резьб, в том числе вне условий промышленного предприятия. Советской промышленностью выпускались резьбонарезные полуавтоматы, предполагавшие серийный выпуск резьб методом нарезки, но технология оказалась неперспективной и резьбонарезные станки читинского завода перестали быть востребованы на производствах, в то время как резьбонакатные полуавтоматы Азовского завода КПО эксплуатируются по настоящее время и являются востребованными на вторичном рынке исключительно в силу технологического превосходства формообразования профиля методом накатки.
Таким образом, если перед предприятием стоит задача выпуска малого количества коротких резьб возможно рассмотреть технологию нарезки или накатки резьбы плашками, в случае выпуска изделий высокого качества, в большом количестве и особенно длинных резьб – применение резьбонакатных станков является безальтернативным вариантом.
2. Резьбонакатные станки. Конструктивные особенности.
В настоящее время резьбонакатные станки выпускаются большим количеством производителей, при этом по большей части кинематическая схема современных резьбонакатных станков одинакова. Конструкция станка состоит из станины на которой базируются исполнительные механизмы, привода главного движения, задающего вращение обкатным валам и системы гидравлики, которая реализует движение подачи. Вспомогательными элементами конструкции резьбонакатного станка являются освещение, система подачи СОЖ, шкаф электроуправления.
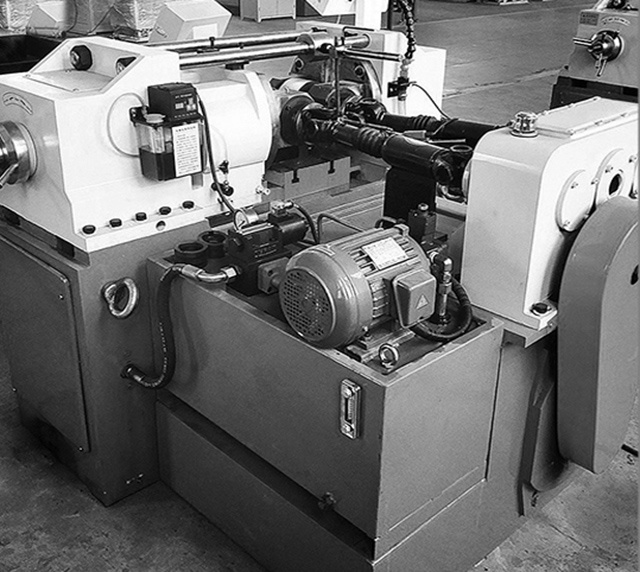
Привод на инструмент передается через карданные валы, что позволяет обрабатывать как короткие так и длинные резьбы, то есть реализовывать обработку по двум технологиям на одной единице оборудования.
Существуют специализированные резьбонакатные станки для производства коротких резьб. Такие станки обладают некоторыми преимуществами благодаря своей специализированной конструкции, но одновременно с этим конструкция не позволяет производить резьбы длиннее чем ширина резьбонакатных роликов.
В качестве модификации конструкции резьбонакатного станка можно выделить трёх-роликовые станки, по сути устроенные аналогично стандартному исполнению с разницей в количестве точек приложения усилия. Станки такой конструкции применяются для выполнения деликатной обработки, например, тонкостенных заготовок (трубы) или заготовок из мягких материалов (алюминий).
3. Основные этапы технологического процесса накатки резьбы.
Подготовка заготовки.
Диаметр заготовки под накатку должен соответствовать ГОСТ 19256, в котором согласно класса точности и поля допуска изготавливаемой резьбы определяется размер наружного диаметра стержня.
Точный диаметр стержня назначают с учетом пластических свойств обрабатываемого материала и наличия в техпроцессе дальнейших операций типа нанесения покрытия на изделие.
Чистота поверхности под накатку должна быть не ниже Ra 3.2.
Желательно обеспечить на заготовках фаску не менее двух шагов обрабатываемой резьбы. Это повысит ресурс резьбонакатного инструмента.
Установка заготовки в резьбонакатный станок.
В инструкции по эксплуатации резьбонакатного станка (документ можно запросить на сайте https://stanok-76.ru/) приводится формула расчета высоты положения обрабатываемой заготовки. В процессе обработки заготовка помещается на опорный нож (обычный или роликовый) и находится под давлением резьбонакатного инструмента (резьбонакатных роликов).
Избегайте заниженного положения заготовки в процессе обработки- это увеличивает нагрузку в зоне обработки и снижает ресурс оборудования.
Формирование резьбы путем холодной пластической деформации.
Направление вращения резьбонакатного инструмента не имеет значения.
Основными технологическими параметрами являются давление и время под нагрузкой.
При этом оба параметра должны быть минимально возможными.
При избыточном времени под нагрузкой готовая резьба начинает разрушаться от действующего на неё давления.
В процесс настройки резьбонакатного станка могут проявиться дефекты резьбы, характерные для тех или иных настроек.
Если вам требуется консультация по эксплуатации резьбонакатного станка отечественного или зарубежного производства вы можете обратиться в специализированную организацию за разъяснениями. Контакты на сайте https://stanok-76.ru/