
Господа, здравствуйте! Давайте поговорим сегодня про настройку полуавтоматической сварки. Знаете, подход, который можно описать словами «Я так чувствую», не про меня. Обычно, если я что-то изучаю, я стараюсь закрыть для себя все вопросы, и уже после этого — много практики. С полуавтоматом я работаю не один год, и поверьте, у меня есть что вам рассказать. И поверьте, если вы прочитаете статью от начала до конца, вы гарантированно сможете настроить аппарат практически идеально.
ДЛЯ ОБЩЕГО ПОНИМАНИЯ
Смотрите, у нас есть огромное количество моделей сварочных аппаратов разных фирм, и неправильно было бы не объяснить процессы, которые происходят при сварке полуавтоматом. Для бюджетных аппаратов процессы проходят примерно одинаково. Поэтому мне кажется правильным сначала объяснить принципы работы, а уже после этого рассказать, как настраивать аппарат.
Для начала я буду опираться как на советские исследования (например, работы доктора Потапне́вского), так и на зарубежные.
Итак, мы рассматриваем в основном дешёвые сварочные аппараты для домашнего и гаражного использования, в которых чаще всего используется неуправляемый перенос, характерный для простых трансформаторов и инверторов. Его классифицируют по диапазонам тока:
- Короткая дуга или крупнокапельный перенос с замыканиями (50–150 А) — частые короткие замыкания, минимум брызг.
- Переходная зона или крупнокапельный перенос без замыканий (150–270 А) — нестабильность, брызги, крупные капли.
- Струйный перенос (от 270 А) — стабильная дуга, высокая производительность. Возможен только в смеси аргона и CO₂.
В CO₂-среде струйный перенос невозможен — там преобладают короткая дуга и крупнокапельный перенос с брызгами. В смесях с аргоном струйный и ротационный переносы достигаются легче.
Так как мы говорим о бытовых аппаратах, про струйный перенос мы говорить не будем — это просто отнимет ваше время.
Крупнокапельный перенос с замыканиями
Если у нас процесс с коротким замыканием на короткой дуге, то это будет: горение дуги, оплавление, подготовка ванны и формирование капель на довольно коротком расстоянии.
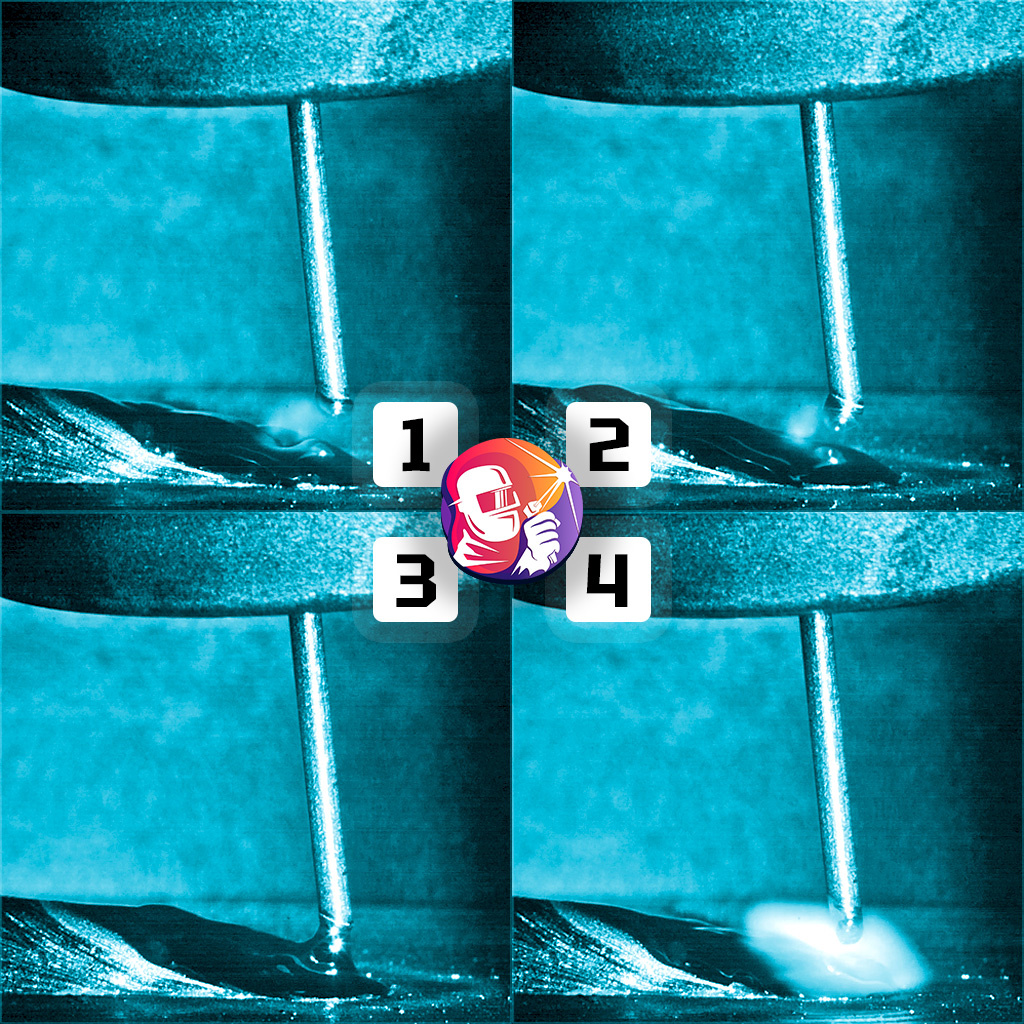
Вот что у нас происходит на изображении:
- При подаче сварочной проволоки она начинает плавиться под действием электрической дуги.
- На конце проволоки образуется крупная капля расплавленного металла. Капля нарастает до создания перешейка между проволокой и сварочной ванной.
- В момент соприкосновения дуга гаснет, а электрическая цепь замыкается напрямую через жидкий металл. Сопротивление перемычек в 20 раз меньше сопротивления плазмы, поэтому напряжение падает до 2–3 В.
- После замыкания сварочный ток резко возрастает. Это приводит к электродинамическим силам, которые сжимают каплю и способствуют ее отрыву от конца проволоки. Под воздействием сжатия и резкого нагрева металл капли отрывается и переходит в сварочную ванну. При этом замыкание прекращается, и дуга вновь зажигается. Сложно наверно.
Хотел показать осциллограмму процесса, но понимаю, что это избыточно — я уже демонстрировал её в статье про индуктивность.
Важно! Если вы выставите индуктивность на максимум, могут начать образовываться глобулы (крупные капли), так как ток будет воздействовать на каплю менее резко и с меньшей вероятностью отрывать её от проволоки. Но об этом ниже.
Крупнокапельный без замыканий
Этот тип встречается в переходной зоне (150–270 А). Характеризуется крупными каплями, переносимыми в ванну без замыканий. Минусы: брызги и нестабильность. С минусами можно бороться, понимая физику процесса.
На изображении ниже видно: капля достигает критического размера, отрывается и падает в ванну под действием импульса тока.
Изображение выше демонстрирует работу синергетического аппарата, но эффект достижим и на обычных аппаратах. Главным условием это работа полуавтомата в переходной зоне (150–270 А) с использованием преимущественно CO₂ (Углекислоты) или смеси с небольшим количеством аргона. На классических аппаратах (без синергетики и пульса) результат будет менее предсказуем, но если правильно настроить: напряжение, скорость подачи проволоки и индуктивность то получится вполне не плохой результат.
Глобулы
Это ни что иное как крупные капли расплавленного металла, которые формируются на конце электрода и переносятся в сварочную ванну.
Эффект возникает при максимальной настройке индуктивности. Ток стабилизируется (нарастание менее резкое), из-за этого не сбрасывает каплю, что нарушает правильную работу аппарата. На малых токах проволока может не формировать глобулы, а просто замыкать и залипать.
НАСТРОЙКА ПОЛУАВТОМАТА
И вот только теперь возможно объяснить, как настроить аппарат так, чтобы им было приятно работать..
Напряжение
Это главный параметр, который регулирует длину дуги и её стабильность. По сути, вы настраиваете, как сильно «толкается» электричество между проволокой и металлом и насколько сильным будет проплавление.
Во-первых, нам нужно понять, что мы варим и какой газ используем. Если с толщиной металла всё просто, то с газом нужно запомнить следующее:
- Дуга при использовании CO₂ (углекислоты) даёт меньшую температуру. Это не критично, но разница составит несколько вольт.
- Дуга с использованием газовых смесей горит с большей температурой.
Аппараты разных фирм могут работать по-разному, поэтому приведу средние значения напряжения для различных моделей. Они приблизительные, но могут подойти и для вашего аппарата. К своему оборудованию нужно привыкнуть, а пока возьмите обрезок металла и настройтесь на нём таким образом чтобы дуга не проплавляла металл насквозь, шов не был навален сверху без проплавления, а был вплавлен в металл со скосами наружу (примеры в итоге).
Проволока 0.8 мм / 1.2 мм:
- 1.0 мм металл: 14–16 В / 16–18 В (приблизительно)
- 1.5 мм металл: 16–17 В / 18–20 В (приблизительно)
- 2.0 мм металл: 17–19 В / 20–22 В (приблизительно)
- 3.0 мм металл: 19–21 В / 22–23 В (приблизительно)
Я понимаю, что мы экономим, и вряд ли кто-то будет постоянно менять катушки с проволокой разных диаметров, хотя это и неправильно. Справедливости ради, каждый сварщик со временем изучает свой аппарат и выставляет напряжение исходя из опыта работы именно с ним.
Подача
Важно! Как только вы изменили параметр «Напряжение», вы моментально разбалансировали все настройки аппарата, и теперь необходимо заново настроить подачу проволоки и индуктивность. (Если аппарат не имеет регулировки индуктивности, корректируйте только подачу.)
Подача настраивается на той высоте горелки, на которой ты будешь её держать в процессе сварки. Связано это с тем, что проволока имеет собственное сопротивление, а дуга также обладает своим сопротивлением. Таким образом, при изменении высоты горелки меняется и напряжение.
Так как мы работаем на малой или средней дуге с использованием CO₂ (углекислый газ) или смеси (Ar + CO₂), наша цель — настроить подачу так, чтобы щелчки были максимальной частоты (больше похожие на гул), но без утыканий проволоки.
Для нас это будет означать, что формируется капля правильных размеров, процесс становится предсказуемым, и в этот момент уменьшается разбрызгивание металла. Грубо говоря, капля не слишком большая и не слишком маленькая, чтобы она не взрывалась под действием дуги и не расплёскивалась при попадании в сварочную ванну.
А если на аппарате есть ещё и настройка индуктивности, то количество брызг можно уменьшить и сделать процесс плавнее.
Индуктивность
Чтобы описать настройку индуктивности, пришлось написать целую статью на эту тему. Дело в том, что я не хочу обвинять людей, которые наплодили теорий о том, что это за настройка, по принципу «Я так чувствую», даже не пытаясь обратиться к литературе и просто почитать.
Смотрите, если базовыми настройками для всех полуавтоматов у нас являются напряжение и подача (с ними всё понятно), то индуктивность в современных аппаратах прописана в виде программы. Именно поэтому результат работы при настройке индуктивности может отличаться, и придётся обобщать.
Индуктивность сглаживает колебания сварочного тока, что влияет на формирование капель и их перенос.
Простыми словами: ручкой индуктивности мы подстраиваем колебания тока так, чтобы капля при определённом напряжении и подаче отделялась именно в тот момент, когда она вырастает до размера, требующего отрыва от проволоки. В итоге это уменьшает количество брызг и делает процесс переноса более плавным и стабильным.
Важные нюансы:
- Если индуктивность выставлена в положение, когда капля ещё не наросла, она может взрываться из-за резкого нарастания тока, создавая множество искр и брызг вокруг шва.
- Если индуктивность выкручена слишком сильно (капля нарастает излишне), образуются глобулы (крупные капли). На низких токах это приводит к залипанию проволоки, да и в целом процесс становится нестабильным и плохо управляемым.
Как настроить индуктивность:
- Установите индуктивность в среднее положение (если знаете, для какой толщины металла требуется определённая настройка, можно выставить сразу).
- Отрегулируйте напряжение и подачу (ориентируйтесь на максимальную частоту переноса капли по звуку).
- Индуктивностью доведите дугу до идеала.
В результате вы получите минимум брызг и корректную работу аппарата. Именно так создаются самые аккуратные швы.
Совет:
- Для тонких металлов используйте индуктивность ниже среднего.
- Для толстых металлов — выше среднего.
ИТОГ
При правильной настройке напряжения, подачи и индуктивности мы получаем достаточно хороший шов даже на CO₂ (углекислый газ). На смеси газов шов можно сделать и красивее, но цель не в красоте. Мне важно, чтобы вы понимали: нельзя крутить только одну ручку — это приведёт к разбалансировке. Когда мы увеличиваем или уменьшаем напряжение для достижения нужного проплавления, следом необходимо корректировать и подачу с индуктивностью.
Запомни! У твоего аппарата есть предел его возможностей. Самые красивые швы получаются при струйном переносе в смесях ближе к аргону. Для струйного переноса аппарат должен работать стабильно на токе порядка 300 А. Поэтому знай возможности своего аппарата и не проси от него того, что он сделать не в состоянии.
Про настройку газа я подготовлю отдельную статью. Вы можете поискать её — возможно, я уже опубликовал материал. Если не нашли, сделаю это в ближайшие дни. Думаю, теперь у вас стало значительно меньше вопросов. В благодарность прошу вас подписаться на канал и поставить лайк🔥, а я постараюсь создать для вас ещё много полезного контента.