Для выполнения настройки станков с горизонтальным расположением опорной поверхности подшипников оси Y, работающих на системах управления NCstudio, NK105, RichAuto (без синхронизации осей), следуйте указанным шагам:
1. Снятие грязезащитных щитков
- Если на станке установлены верхние грязезащитные щитки, их необходимо открутить. На некоторых моделях станков снимается только задняя часть щитка. Убедитесь, что доступ к подшипникам оси Y открыт.
2. Определение разности диагоналей
Есть два варианта:
· а) Вырезать квадрат на материале или поставить точки на столе, затем измерить диагонали. Это поможет понять, какую сторону портала нужно двигать.
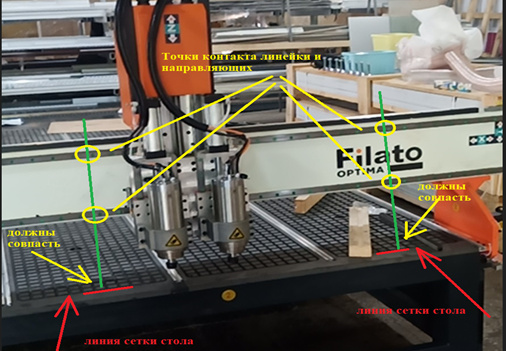
· б) Использовать сетку стола для приблизительной настройки. На заводе диагональ стола выставляется, хотя и не идеально. Для проверки:
o Используйте острую фрезу, вставленную в шпиндель, и перемещайте ее по оси X, чтобы понять, куда нужно двигать портал.
o Или приложите ровную линейку к двум линейным направляющим и опустите ее на стол с левой и правой стороны для сравнения.
3. Ослабление винтов крепления портала
· После снятия щитков ослабьте винты крепления портала к подшипникам. Не выкручивайте винты полностью, просто ослабьте их. Обычно на каждом подшипнике установлено 4 винта, а всего подшипников 4 (итого 16 винтов). Повторите эту операцию с обеих сторон портала.
4. Корректировка положения портала
· Согласно пункту 2, определите, какую сторону портала нужно двигать (левую или правую).
· Ослабленный портал можно смещать в нужном направлении. Отверстия под винты крепления подшипников обычно позволяют это сделать. Диагональ можно исправить до 10-15 мм, но будьте внимательны.
· Важно: Нет необходимости ослаблять двигатель, снимать его или регулировать рейку. Это актуально для станков с NCstudio, пультом Weihong, RichAuto (где установлен один калибровочный датчик и нет синхронизации двигателей).
· Перед началом манипуляций нажмите аварийную кнопку или выключите станок.
5. Проверка и калибровка
· После смещения портала включите станок и откалибруйте ось.
· Проверьте диагональ еще раз. Перед проверкой рекомендуется подтянуть винты крепления подшипников и портала.
6. Сборка
· После завершения настройки соберите все в обратной последовательности.
Пример:
Допустим, вы поставили 4 точки на столе и обнаружили разницу диагоналей в 5 мм. Например:
· Диагональ 1-2 больше на 5 мм.
· Это означает, что левую сторону портала нужно подвинуть от себя, либо правую сторону — на себя.
Рекомендации:
· Будьте внимательны при ослаблении и смещении портала, чтобы не повредить компоненты станка.
· После настройки обязательно проверьте точность работы станка, выполнив тестовый рез.