Стыковка арматуры – один из ключевых этапов в монолитном строительстве, от которого зависит прочность и долговечность конструкции. Какой метод выбрать: сварку, нахлест или муфты? Разберем плюсы и минусы каждого способа.
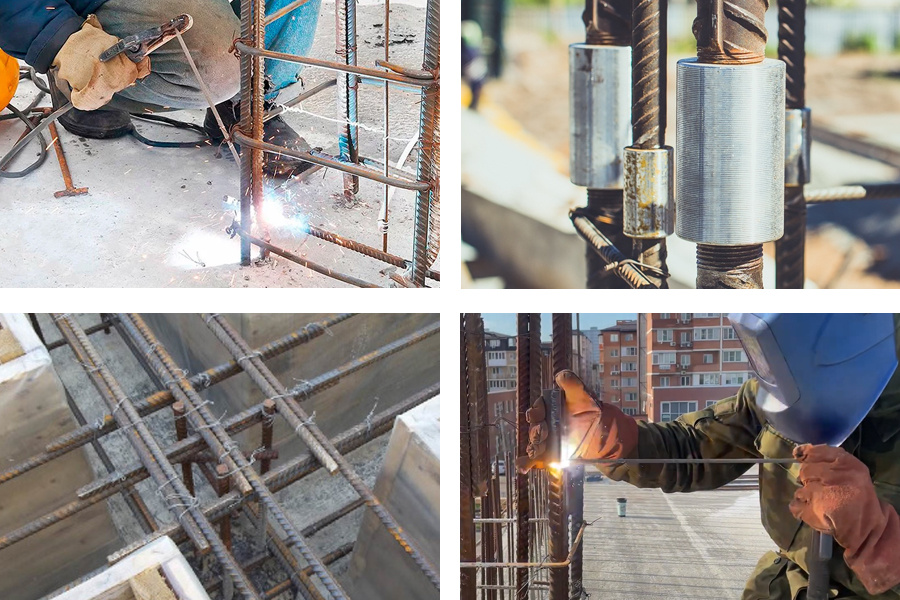
Стыковка арматуры сваркой
Сварка – традиционный метод, и чаще всего на площадке используют два варианта:
1. Ручная дуговая сварка протяженными швами внахлест и с накладками


Плюсы:
- Высокая скорость работ.
- Относительная простота подготовки соединения.
Минусы:
- Ручная дуговая сварка с использованием накладок подходит только для малоответственных конструкций.
- Ограниченная стойкость к динамическим нагрузкам.
- Формирование избыточного армирования, что уменьшает объем для заполнения бетоном.
- Качество соединения сильно зависит от квалификации сварщика (в стыке, например, могут образоваться "непровары", когда шлак вытесняет металл из центра шва).
2. Ванно-шовная сварка арматуры на стальной скобе-накладке или в инвентарных формах.
Плюсы:
- Создает равнопрочное и долговечное соединение.
- Подходит для ответственных объектов, где требуется устойчивость к динамическим или вибрационным нагрузкам (мосты, промышленные здания, ГЭС).
Минусы:
- Низкая скорость (примерно 20 стыков за 8-часовую смену).
- Высокая стоимость и сложность контроля качества.
- Ограничения по ориентации в пространстве при изготовлении соединения.
И для дуговой, и для ванно-шовной сварки характерны общие недостатки, которые в современных условиях могут стать критическими для проекта:
- Требуют дополнительного оборудования, дорогостоящих сварщиков с высокой квалификацей, а также расходных материалов и затрат электроэнергии.
- Качество стыка сильно зависит от мастерства и опыта сварщика, качества самой арматуры.
- Есть особые требования к арматурной стали (свариваемость).
- Невозможно использовать термоупрочненную арматуру.
- Непростой контроль качества соединений: проводится при помощи радиографических и ультразвуковых методик. Необходим контроль 100% соединений.
- Сварка арматуры делает каркас неразъемным, поэтому исправление ошибок во время сборки потребует дополнительного времени.
- Нельзя варить при минусовой температуре, поскольку снижается качество шва.
- Высокая стоимость стыка.
Стыковка арматуры внахлест (вязка арматурных перепусков)
Этот метод популярен благодаря простоте и скорости.
Плюсы:
- Не требует сложного оборудования.
- Простой контроль качества.
- Возможность пересобрать каркас в случае ошибок.
- Не требует высокой квалификации персонала.
Минусы:
- Не подходит для сейсмоопасных зон и объектов с динамическими нагрузками. При таком типе нагрузки стержни в каркасе могут смещаться относительно друг друга, что ведет к образованию трещин в местах перехлеста и в дальнейшем грозит разрушением бетонной конструкции.
- Значительный перерасход арматуры.
- Ограничения по диаметру арматуры. Если необходимо соединить стержни диаметром от 32 мм до 40 мм, то стыковка внахлест не рекомендуется, а при диаметре арматуры от 40 мм – такой способ соединения арматуры не допускается.
- Риск ухудшения качества бетонирования из-за высокой густоты армирования.
- Несоостность стыка и связанный с этим эксцентриситет сил, воздействующих на бетон.
- Необходимость поперечного дублирующего армирования, что увеличивает общую трудоемкость и стоимость работ.
Механические способы соединения арматуры
Относительно молодая технология, которая сегодня становится все популярнее. Это способ соединения арматуры, при котором стержни соединяются при помощи муфт: резьбовых или обжимных.
1. Обжимные муфты для стыковки арматуры
Как это работает: стержни обрезаются строго под прямым углом, помещаются в муфту. Далее при помощи гидравлического пресса муфта обжимается вокруг стержней.
Плюсы:
- Высокая скорость создания соединений (до 80 стыков за 8-часовую смену).
- Обучение обжимной технологии быстрое и простое, доступное персоналу с базовой квалификацией.
- Несложный контроль качества готовых стыков (проверка количества обжатий на муфте, сравнение с ТУ, замер относительного удлинения муфт после обжатия при помощи линейки или рулетки, сравнение с требованиями по ГОСТу).
- Надежность и долговечность соединений.
- Низкая стоимость стыка.
Минусы: - Требуется гидравлический пресс (можно взять в аренду), расходники для него и огранизация подвеса, чтобы доставлять пресс к месту монтажа.
- Качество соединения зависит от качества самой арматуры и типа ее ребер.
- Существенные размеры муфты.
- Сниженная повторяемость параметров соединения даже на одинаковой арматуре.
- Делает арматурный каркас неразъемным, поэтому исправление ошибок во время сборки потребует дополнительного времени.
- Небольшое ослабление прочности арматуры.
2. Резьбовые муфты для стыковки арматуры с конической резьбой
Как это работает: на стержнях предварительно нарезается коническая резьба, далее они соединяются при помощи резьбовой муфты.
Достоинства и недостатки этого способа соединения арматуры кроются в самой конструкции. Использование конической резьбы облегчает и ускоряет процесс монтажа, однако ослабляет арматуру. Нарезка резьбы ведет к потере части металла, уменьшая сечение самих стержней и создавая зоны с пиковыми напряжениями. Это снижает способность стыков выдерживать вибрационные нагрузки, поэтому такой вид соединения арматуры не рекомендуется использовать для объектов в сейсмоопасных зонах.
К плюсам этого метода стыковки арматуры можно отнести:
- Стойкость к циклическим нагрузкам.
- Небольшие размеры самих муфт (что важно в условиях густого армирования).
- Высокая скорость работ – около 150 стыков за 8-часовую смену
- Контроль качества готовых стыков занимает минимум времени.
3. Резьбовые муфты для стыковки арматуры с параллельной резьбой
Как это работает: на стержнях предварительно нарезается или накатывается (предпочтительный вариант) резьба, далее они соединяются при помощи резьбовой муфты.
Плюсы:
- Создают равнопрочный стык, который не зависит от качества бетона и диаметра арматуры.
- Дополнительно усиливают железобетонные конструкции.
- Подходят для использования в сейсмоопасных зонах и для возведения объектов, подверженных динамическим, циклическим нагрузкам.
- Небольшие размеры муфт.
- Простой контроль качества (контроль затяжки при помощи динамометрического ключа, проверка 10% выполненных соединений при помощи муфт из одной партии).
- Возможность укрупнения, ограниченная только работой грузоподъемных механизмов.
- Простая подготовка арматуры: накатка резьбы на одном стержне занимает чуть больше минуты.
- Очень высокая скорость подготовки соединения: более 300 стыков за 8-часовую смену.
- Возможность выполнять работы по подготовке арматуры и стыковке стержней одновременно или в разное время.
- Низкая стоимость стыка
- Возможность быстро скорректировать арматурный каркас: разобрать и собрать заново, если, например, возникли отклонения от проектного положения. Повторное накручивание муфты не ухудшает ее качества, напротив – положительно казывается на ее прочностных характеристиках. Резьба, используемая в механических соединениях, достаточно грубая, поэтому при раскручивании и новом закручивании убираются мелкие дефекты, наплывы стали, заусенцы, что приводит к более точному прилеганию и улучшению показателя деформативности.
- Простое и быстрое обучение персонала, не требуется высокая квалификация сотрудников.
Минусы:
- Необходимость дополнительного оборудования. Понадобятся резьбонакатной или нарезной станок и расходные материалы для него. Однако оборудование можно взять в аренду, например, у производителя муфт. У них же, как правило, можно воспользоваться услугой обучения персонала или заказать подрядные работы, что существенно ускорит процесс.
Итак, если коротко, то:
- Нахлест: просто и быстро, однако подходит не для всех объектов и не бережет бюджет.
- Сварка: надежно, но дорого и медленно.
- Муфты: универсальное решение с высокой скоростью, надежностью и доступной стоимостью.
Кстати, еще мы подготовили сравнительную таблицу по стоимости всех методов стыковки. Ее можно посмотреть ТУТ.