АСУ ТП комбикормового завода и склада готовой продукции
Основные цели автоматизированной системы управления технологическими процессами
Данная статья предназначена в помощь тем, кто еще не определился с выбором автоматизированной системы управления технологическим процессом (АСУ ТП) комбикормового завода (ККЗ).
Мы рассмотрим концепцию централизованной системы управления всем производством, начиная от поступления сырья и до выгрузки готовой продукции. Надеемся, что эта статья поможет вам грамотно составить техническое задание для разработки АСУ ТП.
Если речь идет о реконструкции действующего производства, то целесообразно внедрять систему поэтапно, снижая финансовую нагрузку на все предприятие. Внедряя АСУ ТП поэтапно, вы сможете минимизировать количество производственных остановок. В данной статье, в качестве примера, описан действующий комбикормовый завод с АСУ ТП, со всеми опциями.

Прежде необходимо обозначить цели АСУ ТП:
- максимальное уменьшение влияния человеческого фактора;
- обеспечение гарантированного качества продукта;
- снижение количества обслуживающего персонала;
- увеличение точности выполнения рецептуры;
- повышение производительности;
- минимизация простоев производственной линии;
- обеспечение отчетностью каждого этапа производства.
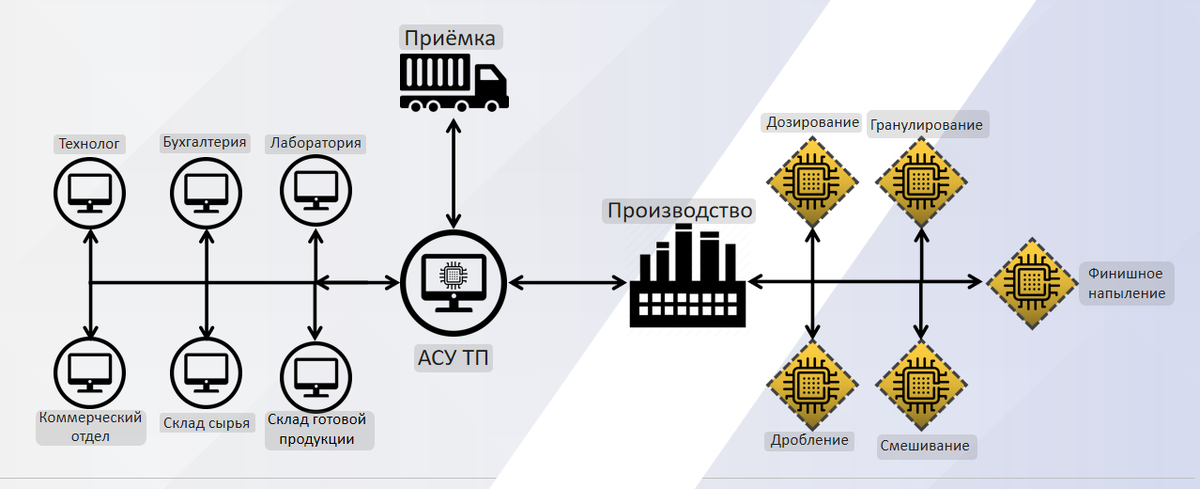
Предлагаемая концепция АСУ ТП охватывает весь комплекс процессов при производстве комбикормов. Иными словами, для любого участка завода прорабатывается решение, воплощаемое в электрической схеме и программном обеспечении.
При комплексном подходе к автоматизации, количество персонала, осуществляющего сопровождение, обслуживание завода и управление производственной линией, суммарно не превышает 3 - 5 человек, что сводит человеческий фактор к минимуму.
Начнём сначала
На первом этапе определяемся с количеством контроллеров и рабочих станций для управления технологическим процессом. При подборе особое внимание уделяем времени цикла ЦПУ-контроллера, так как создается система реального времени.
Не делая рекламу производителям программируемых логических контроллеров (ПЛК), уделим этому вопросу внимание. На российском рынке есть множество ПЛК от разных производителей разных стран происхождения. Разумеется некоторые из них будут дешевле, и по характеристикам могут быть лучше, чем европейские, но не все так просто… Наши рекомендации: если хотите, чтобы ваше предприятие работало бесперебойно, то лучше остановить свой выбор на немецких или американских ПЛК (этих производителей вы и сами знаете). За 25 лет нашей работы - ни один из них не вышел из строя. А это показатель!
Также определяемся с применяемой базой данных для рабочей станции, так как это необходимо для выгрузки отчетов. Для передачи информации используем сети с гарантированной доставкой данных.
Программное обеспечение для комплекса «контроллер — рабочая станция оператора» разрабатывается по модульному принципу. Это позволяет поочередно запускать участок за участком: блок дозирования зерновых, минеральных и шротовых компонентов; блок микродозирования; блок дробления; блок смешивания и т.д. Используемый блочный принцип построения системы дает возможность расширения АСУ ТП для дальнейшей модернизации или расширения ее функций.
Все нюансы учтены?
Конечно, нет. Нюансов много и учесть их надо все, чтобы конечный результат полностью удовлетворил нашего клиента.
Во-первых, АСУ ТП должна разрабатываться в соответствии с Правилами устройства электроустановок (ПУЭ) и приказом Федеральной службы по экологическому, технологическому и атомному надзору №560 от 21.11.2013 «Об утверждении федеральных норм и правил в области промышленной безопасности "Правила безопасности взрывопожароопасных производственных объектов хранения и переработки растительного сырья"».
Во-вторых, разработка электрической, аппаратной части производится с учетом температурной и вибрационной совместимости; с учетом помехозащищенности входных и выходных цепей; с учетом минимизации длины соединяющих кабелей.
В-третьих, согласно требованиям безопасности АСУ ТП должна иметь следующие режимы управления:
• местный сервисный режим. Ручное управление с помощью пульта местного управления, установленного в непосредственной близости от оборудования;
• дистанционный сервисный режим. Ручное управление со станции оператора;
• дистанционный автоматический режим. Управление в автоматическом режиме со станции оператора.
В дистанционном сервисном и автоматическом режимах управления обеспечивается полная безопасность работы оборудования. Переключение режимов может осуществляться либо с рабочей станции оператора, либо переключателем, расположенным на лицевой панели шкафа управления. Переключение может производиться как по участкам, так и по отдельным агрегатам.
Электрические шкафы должны содержать элементы токовой и тепловой защиты электроприводов и защиту от короткого замыкания контрольно-измерительных приборов и устройств.
В случае если есть потребность в регулировании скорости вращения двигателя используются преобразователи частоты, для механической защиты высоконагруженного оборудования от перегрузок, применяются устройства плавного пуска двигателя. Применение частотного преобразователя особенно важно, если есть необходимость в подстройке производительности норий и транспортеров. Кроме этого, рекомендуем устанавливать датчики тока для непрерывного контроля моточасов и нагрузки привода с выводом информации на дисплей оператора. Это позволит останавливать маршрут после полного его освобождения от продукта, экономя при этом потребление электроэнергии, а также предупреждать о приближении планово-предупредительного ремонта (ППР).
Рабочая станция оператора, в зависимости от назначения, может быть с любым количеством мониторов. Также, опционально, возможно создание раздельных рабочих мест для технолога, инженера, лаборанта и других специалистов, связанных с производством кормов. При этом целесообразно применять сервер для сбора информации и передавать ее на удаленные рабочие станции специалистов, например, по Web-интерфейсу.
Программное обеспечение комбикормового завода составляет комплекс программного обеспечения контроллера и рабочей станции оператора или сервера.
Верхний уровень - для людей
Нами разработан удобный и надёжный верхний уровень для использования сотрудниками завода. Интерфейс разрабатывается интуитивно понятным и визуально схожим на имеющийся ранее, с целью быстрого освоения программы сотрудниками завода. На мониторе оператора отображается информация о ходе всех технологических и производственных процессах. Управление осуществляется в дистанционном и автоматическом режимах с возможностью перехода на сервисный или ручной режимы.
Технологическая линия, элеватор, склады (сырья, напольного хранения, готовой продукции) и отгрузка готовой продукции отображаются в динамике в режиме реального времени, с указанием количественных характеристик технологических параметров (объёма, веса, температуры, давления и т.п.).
Работа с системой управления имеет различные уровни доступа:
• «ОПЕРАТОР» позволяет запускать и останавливать технологический процесс, изменять режим работы оборудования, загружать рецепты и задания на исполнение;
• «ТЕХНОЛОГ» позволяет создавать, редактировать, сохранять рецепты, редактировать технологические параметры системы;
• «ИНЖЕНЕР» позволяет редактировать технические параметры системы;
• «АДМИНИСТРАТОР» позволяет управлять доступом, а также производить все манипуляции с системой, доступные и не доступные на других уровнях доступа.
Для входа на определенный уровень, необходимо ввести логин и пароль, которые для каждого пользователя уникальны, что дает возможность правильно разобраться в сложных ситуациях (например, при «разборе полетов»). При этом серверная структура позволяет войти в SCADA-систему завода со своей учетной записи с любого компьютера, где установлен «клиент».
Работа с рецептами
Оператор имеет возможность запустить в работу готовый рецепт для производства корма, подготовленный и автоматически загруженный из программы расчета рациона животных. При этом создается очередь рецептов с возможностью редактирования очерёдности производства.
Рецепт определяет перечень наименований компонентов, количество их ввода в процентах. Имеется выбор в рецепте вида производимого комбикорма (рассыпной, гранула, гранула+УФН).
Преимуществом такой системы является возможность внесения технологических параметров оборудования в рецепт при его создании технологом. Таким образом, оператору поступает готовое задание, которое необходимо только запустить в работу. При этом АСУ ТП автоматически перенастраивает производственную линию при переходе с одного рецепта на другой.
Для получения слоистой структуры, для лучшей выгрузки из весов, есть возможность чередования компонентов с одинаковым наименованием. Например, если разделить порцию зерна (внутри рецепта) на несколько доз, то между этими дозами можно поместить «трудносыпучие» компоненты, такие как мел, известняковая мука и др. К тому же такой «пирог» проще будет смешать.
После выбора рецепта задание загружается на производство. Оператор вводит его на производство комбикорма, АСУ ТП автоматически рассчитывает количество замесов, не допуская производства малых неполноценных замесов. Программа учитывает предельно возможные значения весов, максимально возможный объем смесителя, предупреждает о сверхмалых дозах для компонентов с малым процентом ввода, контролирует наличие необходимого объёма сырья для выполнения рецепта.
Приёмка сырья, логистика на предприятии
АСУ ТП с помощью камер или RFID-меток автоматически идентифицирует прибывший авто и ж/д транспорт. На основании полученных данных, информация о заказе из 1С подгружается к базе автоматически: что в грузе, кто привез, на какой машине, когда привез, кто составлял заявку, по какому счёту и так далее.
Карта расходных бункеров формируется автоматически при их загрузке сырьем из элеватора или из мешкотары. При поступлении продукта из элеватора код переписывается из исходного силоса в наполняемый бункер. При загрузке из мешкотары код продукта считывается со штрихкода. В случае загрузки сырья с одинаковым наименованием в несколько силосов карта бункеров содержит поле активности бункера для задания приоритета использования сырья. Если приоритет не установлен, используется сырье с наименьшим сроком годности.
АСУ ТП при взвешивании самостоятельно подаёт команды на корректировку положения автомобиля на весах. После взвешивания ТС попадает в так называемый "отстойник" - площадка, где все ТС централизованно ждут своей очереди. При этом сама очередь электронная с табло, показывающим кто должен ожидать, а кому необходимо направляться по маршруту далее. Весь маршрут движения по территории завода назначается АСУ ТП автоматически и реализован с помощью светофоров, шлагбаумов, указателей и т.д.
Важно! Если водитель вопреки всем указателям приедет НЕ В ТУ зону выгрузки или погрузки, то система не позволит ему выгрузиться или погрузиться.
Программа предотвратит перемешивание разнородного сырья в силосах. Также доступно ведение архива заполнения и опорожнения силосов с индикацией заполненности в режиме реального времени.
Дозировать нельзя пересыпать
Каждый для себя выбирает, где поставить запятую в заголовке выше. Но наша позиция однозначна - Дозировать, нельзя пересыпать!
Дозируются компоненты в порядке, определенном рецептом, и с дозами (в килограммах), рассчитанными для данного замеса и указанными в производственном задании.
Дозирование каждого компонента происходит в режиме ГРУБО при максимальных оборотах дозирующего шнека. При приближении к заданному значению дозирование переходит в режим ТОЧНО, с минимальными оборотами дозирующего шнека. При достижении заданного значения шнек-дозатор заблаговременно останавливается с учетом падающего столба дозируемого сырья.
АСУ ТП автоматически повышает точность дозирования с каждым пройденным циклом, выходя в "ноль" - в максимальную точность дозирования. В случае, если шнек-дозатор остановился, а вес еще не набран до заданной нормы, АСУ ТП автоматически переходит в режим пульсирующего дозирования. При этом доза медленно небольшими порциями доводится до заданной величины.
АСУ ТП оснащена функцией автоматической перенастройки дозирующих шнеков в зависимости от загружаемого в бункер сырья, т.к. каждый ингредиент имеет разные сыпучие свойства и необходимо индивидуально подобрать наиболее эффективный режим работы шнека. Применение преобразователей частоты (ПЧ), позволяет реализовать данное решение, увеличив производительность дозирования.
В случае опорожнения одного бункера применяется процедура автоматического перехода на другой бункер с однородным сырьем, а также предусмотрена возможность изменять количество отвесов во время выполнения производственного задания.
На рисунке 7 приведена схема линии основного дозирования.
Дробление и смешивание
В процессах дробления и смешивания АСУ ТП обеспечивает:
• автоматическую подачу продукта на дробилки в зависимости от их загрузки; автоматический выбор направления вращения основного привода дробилки в зависимости от износа молотков;
• контроль времени смешивания и нагрузки основного привода смесителя, а также сокращение времени работы транспортных механизмов вхолостую.
Переход между режимами и перенастройка оборудования осуществляется дистанционно в автоматическом режиме, исходя из технологических данных, внесённых в рецепт.
Гранулирование
Автоматизированная система управления (АСУ) линией гранулирования (рис. 8) имеет два режима — ПРОГРЕВ и РАБОТА.
В режиме ПРОГРЕВ выполняется разогрев технологического оборудования и выход на рабочий режим. После контроля качества гранулы оператор переводит АСУ ТП в режим РАБОТА. Рассыпной корм попадает в расходные бункера линии гранулирования в том случае, если в рецепте есть соответствующая запись. Кроме этого, в рецепте указываются параметры гранулирования: рабочая нагрузка привода, температура кондиционера, уровень охладителя и скорость вращения вальцов измельчителя, номер бункера для загрузки в склад готовой продукции силосного типа.
Регулирование подачи продукта на линию производится путем изменения оборотов подающего шнека в соответствии с загруженностью пресс-гранулятора. Подача пара в кондиционер-смеситель осуществляется в соответствии с заданной температурой.
Склад готовой продукции и отгрузка
При производстве комбикормов оператор указывает в рецепте, какие силосы склада готовой продукции будут загружаться. Если необходимо загрузить свободный силос, за ним закрепляются номер рецепта и наименование выработанного комбикорма. Если силос не пустой, то его загрузка произойдет, лишь при условии, что наименование загружаемого продукта совпадает с наименованием продукта, ранее загруженного в силос.
Опорожнение бункера происходит либо автоматически, либо после подтверждения «оператора».
При загрузке готовой продукции возможно «послойное» ведение архива состава продукции. Это позволяет определить поставщика компонентов, их качество, дату и время поставки на завод.
Система обладает рядом преимуществ:
• создание очереди на отгрузку готовой продукции;
• информация из лаборатории об исследованиях готовой продукции передаётся в базу данных;
• ведение архива заполнения и опорожнения силосов с индикацией наполненности осуществляется в режиме реального времени.
Отчетность и архивные данные
Отчет, после завершения дозирования, из каждого бункера записывается в базу данных. При этом сохраняется время начала и окончания дозирования, наименование компонента, вес заданный и фактический, отклонение в процентах и в абсолютной величине.
Имеется возможность сформировать отчёты:
• о точности дозирования из каждого бункера;
• по выполненным рецептам;
• по каждому отвесу каждого компонента и суммарные данные по рецепту;
• о расходе сырья;
• о количестве выработанной готовой продукции;
• по авариям и действиям оператора.
Эти данные хранятся на сервере и доступны через SQL, в том числе из сторонних программ (1С и другие)
АСУ ТП ведет архив загруженности оборудования и производит запись в архив в виде:
• трендов (графиков), параметры для которых группируются функционально и выводятся на один график;
• контроль токов оборудования;
• контроль наработки оборудования;
• график работы технологического оборудования;
• таблиц и текста для аварийных сообщений и предупреждений;
• таблиц и текста для архива действий оператора.
Архивные аварийные сообщения и предупреждения оперативно выводятся на экран оператора, есть возможность отправлять СМС-уведомления ответственным лицам завода о возникновении аварийной ситуации.
Для удобства поиска, существует возможность фильтрации архивных данных по различным категориям.
Это безопасно?
Автоматизированная система оснащена множественными блокировками, во избежание внеплановых остановок или диверсий от сотрудников. Например, АСУ ТП оснащена запретом загрузки в силоса компонентов с разным наименованием и запретом выбора в рецепте бункера готовой продукции при наличии в бункере другого рецепта.
Наша АСУ ТП отлажена десятилетиями, все "детские болячки", "баги" и "костыли" давно устранены, и работает наша система на десятках предприятий, что даёт нам право говорить, что переход на наше ПО - это безопасно, выгодно и удобно!