Это, вообще-то, хорошая штука, если уметь ей пользоваться.
И если реализация этой настройки в источнике не маркетинговая фишка, а, действительно, работающий функционал.
Так-то это функция увеличения сварочного тока при определённом снижении напряжения на дуге.
Другими словами, при укорочении дуги, на ней падает напряжение, уменьшается дуговой промежуток и возможна ситуация, когда сходящая капля металла просто этот промежуток замкнёт.
И что? Да ничего, во многих вариантах – «склеиваем ласты» и «сушим вёсла».
Потому как электрод просто тупо приварился к сварочной ванне, потом раскалился (не всегда, но такая вероятность есть), а после – обсыпалась обмазка.
Всё, процесс закончен. Извольте всё заново.
На низких токах и некоторых видах электродов такая ситуация нередко сильно отравляет жизнь сварщикам.
И вот тут является форсаж животворящий и решает проблему. При грамотной настройке, конечно.
При определённом снижении напряжения на дуге (укорочения последней) машина, как грамотный кочегар в котельной, «подкидывает угля» (тока!) в сварочную цепь.
Тем самым, провоцируя ускоренный сход капли с торца электрода до наступления момента Х, то есть до наступления короткого замыкания, чреватого всякой последующей «бякой».
В общем и целом, красота, да и только!
Несколько портят картину только часто обрезанные настройки форсажа (Arc Force, по-буржуински).
Потому что в хорошей машине ММА форсаж будет регулироваться по амплитуде (току), напряжению срабатывания и скорости срабатывания.
В бюджетных моделях регулировка форсажа дуги имеется только по амплитуде.
А то и вообще, всё отдано на откуп микроконтроллеру источника.
Это, конечно, облегчает муки выбора и снижает требования к квалификации сварщика, но часто не оптимально в некоторых сварочных задачах.
Но тут, как говорится – пусть лучше так, чем никак.
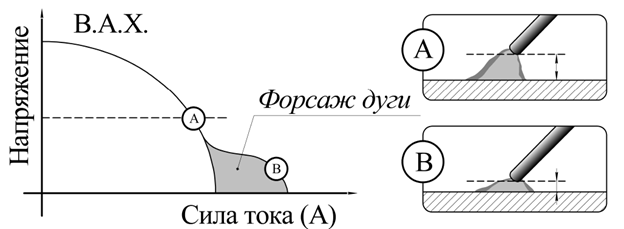
Схема форсажа дуги приведена ниже: