
Господа, здравствуйте! Большая часть из вас пользуется полуавтоматической сваркой. У меня достаточно большой опыт работы, и хотелось бы этим опытом с вами поделиться, тем более в группе достаточно людей, кому это было бы полезно. Давайте сегодня поговорим про индуктивность, так как по теме есть достаточно большое количество разногласий. Пока в интернете объясняют настройку словами «Да выкрути в максимум и забудь», хочу объяснить, что это вообще за настройка и в каких-то моментах поспорить с этим — погнали!
Уточню сразу: статья основана на практическом опыте и упрощённом объяснении физических процессов для лучшего понимания.
🔥 ИЗ-ЗА ЧЕГО ВОЗНИКАЮТ РАЗНОГЛАСИЯ У АВТОРОВ?
Как у нас должен работать полуавтомат с настройками индуктивности:
- Напряжение компенсирует длину дуги.
- Скорость подачи регулирует ток через изменение длины дуги.
- Индуктивность управляет формой импульсов для оптимального переноса металла.
Но программное обеспечение для аппаратов пишется разными людьми.
Следовательно, как пример:
Дешевые аппараты:
При изменении параметра индуктивности амплитуда импульсов не меняется, и как следствие получаем изменение показателя среднего тока (форма валика и глубина проплавления).
Дорогие аппараты:
При изменении параметра индуктивности амплитуда импульсов меняется, а следовательно, средний ток не меняется. Ручка индуктивности влияет на частоту и форму импульса (время образования и сброса капли), но никак не на проплавление.
⚠️ НА ЧТО ВЛИЯЕТ НАСТРОЙКА ИНДУКТИВНОСТИ
Индуктивность влияет на время нарастания и спада тока. На малых токах (до 150 А) нужна минимальная индуктивность для быстрого переноса мелких капель. На больших токах (200+ А) увеличиваем индуктивность, чтобы синхронизировать перенос крупных капель и снизить брызги.
Давайте посмотрим на графики:
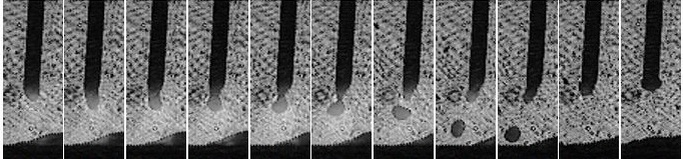
Каждый импульс образует каплю и сбрасывает её в сварочную ванну.
Чем больше мы увеличиваем индуктивность, тем больше снижаем ток и увеличиваем плавность его спада.
Более того, чем больше индуктивность, тем реже импульс, а значит, и больше размер капли.
Получается, что при минимальной индуктивности мы имеем каплю минимального размера, а при увеличении индуктивности увеличивается и размер капли расплавленного металла.
❗ ГЛАВНЫЙ ВЫВОД
Индуктивность управляет формой импульсов для оптимального переноса металла. Чем точнее понимание процессов, тем лучше результат даже на простом аппарате.
📢 ЧТО ГОВОРЯТ В ИНТЕРНЕТЕ?
В интернете объясняют, что настройка индуктивности влияет на количество брызг, ширину и глубину проплавления, вскользь упоминая размер капли в зависимости от настройки индуктивности. Рассуждают о магнитных полях и влиянии их на форму сварочной дуги, при том что большинство аппаратов сейчас не имеют дросселя. Крутят индуктивность в максимум и оставляют её в этом состоянии.
Сказать, что они не правы, не могу, так как частично (что касается дешёвых аппаратов) эффект присутствует. У меня не самый дорогой аппарат, но он тоже влияет на ток при повороте ручки индуктивности.
Но такого результата можно добиться и не трогая индуктивность. Индуктивность — это подстройка после того, как вы выставили напряжение и скорость подачи проволоки в зависимости от толщины металла. И уже после этого частотой и формой импульса доводите горение дуги до идеала!
Надеюсь, статья оказалась полезной.
Подписывайтесь, я не собираюсь останавливаться.
И «лайк» не забудь. 🔥