
Введение
Качественная сварка начинается не только с правильного оборудования, но и с подготовки металла. Один из ключевых этапов - разделка кромок. Именно она обеспечивает необходимую глубину провара и прочность шва. Без правильной разделки даже опытный сварщик рискует получить брак. В этой статье расскажем всё о разделке кромок: зачем она нужна, какие виды бывают и как её правильно выполнять.
Зачем нужна разделка кромок?
Разделка кромок - снятие фаски или создание скоса. Основная задача - создать оптимальные условия для формирования сварного шва с хорошей прочностью. Разделка кромок применяется при толщине деталей от 4-5 мм и выше для обеспечения лучшего провара.
Преимущества разделки кромок:
- Обеспечение глубокого проплавления.
- Увеличение прочности сварного соединения.
- Предотвращение дефектов - пор, трещин и непроваров.
- Упрощение сварки толстых металлов.
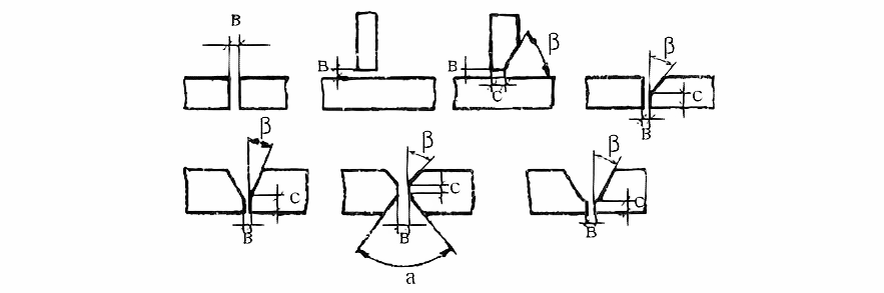
Обозначения конструктивных особенностей
β - угол скоса. Замеряется между торцом детали и краем скошенной поверхности. Может быть от 10 до 45⁰.
L- длина скоса. Напрямую зависит от угла скоса. Подразумевает длину снятого материала. Чем больше угол β, тем больше и длина L.
h/в - высота/ширина.
а - угол разделки соединения. Угол, образующийся при сведении двух подготовленных торцов. При двухсторонней разделке кромок он равен двойному углу скоса.
b - зазор между сторонами.
С - притупление, намеренно стачивается острый торец. Его высота - 2мм.
К- катет шва. Применяется на угловых и тавровых, а также нахлесточных соединениях.
Виды разделки кромок
1. V-образная разделка
Применяется наиболее часто. Простота исполнения и универсальность: подходит для разделывания металлических заготовок разной толщины в диапазоне от 3 до 26 мм. Способ требует разделок обеих кромок. Величина угла составляет 60 °.
Плюсы: Глубокое проплавление и прочный шов.
Минусы: Увеличение расхода присадочного материала и времени на подготовку.
2. Y-образная. Выполняется на каждом торце заготовки с одной стороны. Делается скос в 10-30⁰ и оставляется намеренное “притупление”, достигающее 20-50% от сечения заготовки. Форма применяется на деталях толщиной 5-10 мм. Плюсы: Глубокое проплавление. Минусы: Увеличение расхода присадочного материала и времени на подготовку.
3. X-образная разделка
Скосы делаются с обеих сторон. Отлично подходит для подготовки деталей с толщиной стенки от 12 до 60 миллиметров. Угол резки составляет 60 °.
Плюсы: Отличная прочность и глубокий провар по всей толщине.
Минусы: Сложность и длительность подготовки.
4. U-образная разделка
Единственный вариант криволинейного скоса, который из-за своей формы еще называются «рюмочным». Выполняется с использованием специального оборудования – кромкорезов. Его применение может быть оправдано только в том случае, когда качество шва должно быть безупречным. Подходит для стенок в диапазоне толщин от 20 до 60 мм. Метод характеризуется небольшим расходом электродов.
Где применяется: Толстые металлы и ответственные конструкции.
Плюсы: Меньше расхода сварочного материала по сравнению с V- и X-формами.
Минусы: Сложность выполнения без специального оборудования.
5. К-образная разделка
Способ используется очень редко. Кромки подготавливаются только на одной детали, но с обеих сторон. То есть, одна из кромок имеет прямую стенку, а другая – два скоса.
Способы разделки металлических кромок
- механический;
- термический.
К механическому способу формирования сварочных металлических кромок относятся: фрезерование, строгание, шлифование, долбление, токарная обработка.
Плюсы: высокое качество кромок, в том числе сложной формы и с требуемой шероховатостью для любых металлов.
Недостатки: низкая производительность и сложность обработки крупногабаритных деталей.
Термический способ отличается более высокой производительностью и мобильностью при обработке крупных заготовок.
Недостатки: метода состоят в необходимости финишной зачистки поверхности реза механическим способом, ограниченность применения по типу металла (не применяют для нержавеющих сталей).
Инструменты для разделки кромок
Для качественной разделки кромок сварщики используют:
- Болгарку с отрезным и шлифовальным диском — универсальный и доступный инструмент.
- Фрезерные станки — обеспечивают точность и высокое качество обработки, особенно при U-образной разделке.
- Шлифовальные машины — для зачистки и доводки кромок.
Пошаговый процесс разделки кромок
- Разметка металла. Отметьте линии будущих скосов и зазоров.
- Снятие фаски. Используйте болгарку или фрезу, чтобы сделать скос под нужным углом.
- Зачистка. Удалите окалину, ржавчину и другие загрязнения.
- Обезжиривание. Протрите кромки растворителем или ацетоном.
- Контроль зазора. Для хорошего провара оставляйте зазор 1-3 мм между кромками.
Советы для качественной разделки кромок
- Всегда используйте исправный и острый инструмент для ровной фаски.
- Контролируйте угол скоса с помощью шаблонов или угломеров.
- Очищайте металл перед сваркой — грязь и ржавчина ухудшают качество шва.
- Поддерживайте зазор между кромками, чтобы избежать непроваров и дефектов.
Ошибки при разделке кромок и как их избежать
- Маленький угол скоса. Приводит к плохому проплавлению и хрупкому шву.
- Слишком большой зазор. Увеличивает риск прожига металла и образования дефектов.
- Отсутствие зачистки. Грязь и окалина могут вызвать поры и трещины в шве.
- Неровные кромки. Сложно стыковать и контролировать зазор при сварке.
Заключение
Правильная разделка кромок — залог качественного сварного соединения. Не стоит экономить время на этом этапе, особенно если речь идёт о толстом металле и ответственных конструкциях. Подбирайте вид разделки в зависимости от толщины металла и типа соединения, используйте подходящий инструмент и не забывайте о чистоте кромок. Это поможет избежать дефектов и обеспечить прочный и долговечный сварной шов.