В данной сатье речь пойдёт о изготовлении сменных зажимов резцов для быстросъёмного резцедержателя Proxxon 24026.
По умолчанию настольный токарный станок Proxxon PD250 комплектуется самым простым резцедержателем на два резца ориентированных параллельно друг другу и несколькими стальными шлифованными пластинами разной толщины. Для комфортной работы необходимо гораздо больше этих пластин, под каждый резец свой пирог пластин.
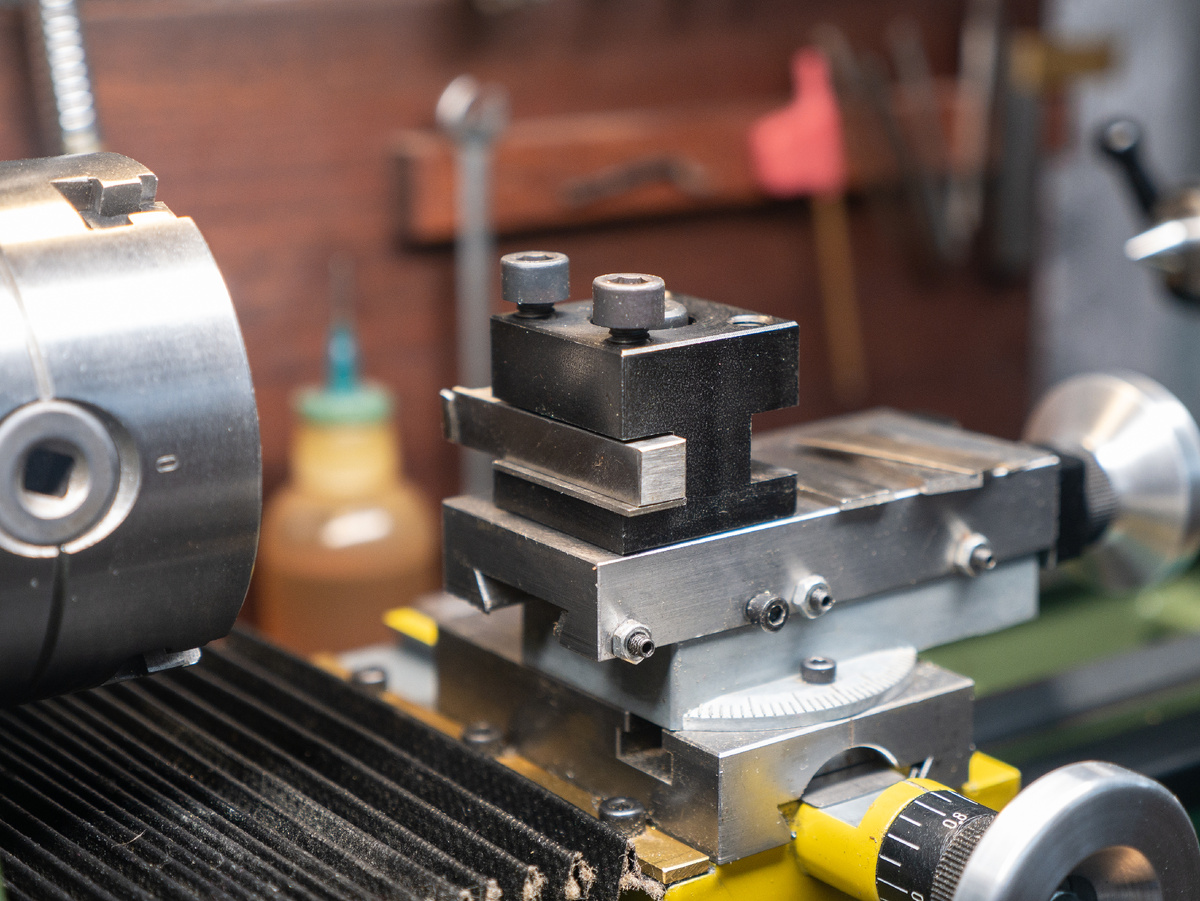
Поработать с родным резцедержателем мне довелось не долго. Я заказал быстросъемный резцедержатель с двумя сменными зажимами Proxxon 24026. Он гораздо удобнее в плане смены резцов и их настройки по высоте. Настройка резца выполняется установочной гайкой по вертикальному винту и фиксируется контргайкой. Такая схема в разы удобнее - не надо иметь гору разных пластин для каждого резца.
По фотографии выше видна разница в размерах двух резцедержателей. Комплектный гораздо меньше. Кроме того паз под установку резцов у родного 10х10 мм, а у быстросъёмного 12х12 мм.
Новый резцедержатель всем меня устраивал. Однако, каждый раз при работе все равно приходилось менять установки на зажимах, т.к. зажима в комплекте всего два, а резцов гораздо больше.
И каждый раз выставляя тот или иной резец я думал о том, что не плохо было бы докупить этих сменных зажимов, или сделать самому. Помню те времена, когда один зажим стоил 1300₽. Сейчас в разных местах от 4000 до 5000₽. Решил сделать самостоятельно.
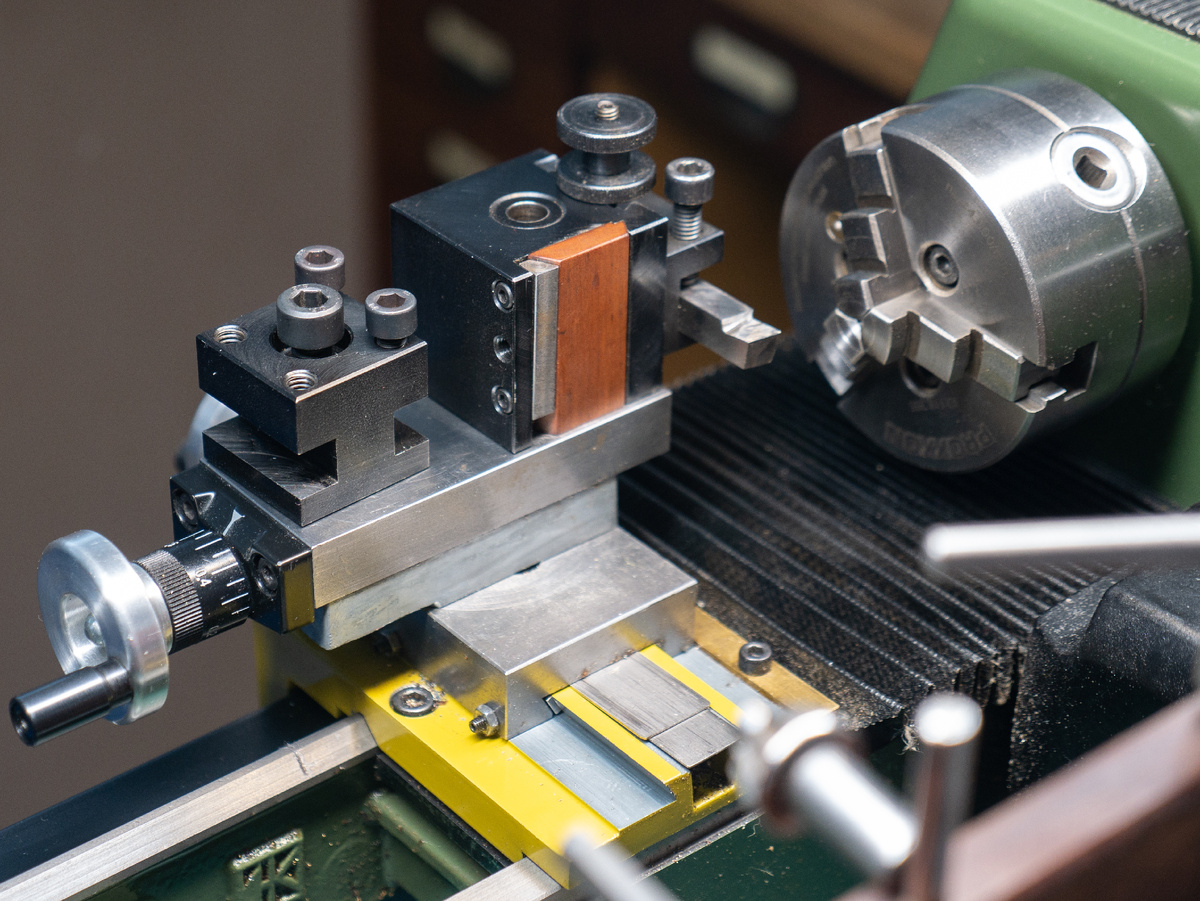
Нашёл шестигранник на 32 мм Ст40. Он незначительно уже чем ширина оригинальных зажимов, но разница несущественная и я ею пренебрёг.
Основные работы я производил на широкоуниверсальном фрезерном станке по металлу 675П. Выставил тиски по индикатору, зажал заготовку и с одной установки на всю длину отфрезеровал плоскость, две параллельные четверти и по четвертям угловой фрезой на 60 градусов сформировал ласточкин хвост по размеру оригинального зажима.
Проверил резцедержателем.
Отфрезеровал плоскость параллельную первой и две боковые. С боковых едва снял окалину, т.к. заготовка на пару миллиметров уже оригинального зажима.
Далее заготовка отправилась на ленточную пилу.
Как-то так получилось, что до момента распиливания я не измерял длину заготовки и рассчитывал получить из неё штук пять-шесть зажимов. На деле же вышло аж 8 штук. Отпиливал их ровно как на оригинале. Здесь надо упомянуть, что я решил делать зажимы немного поменьше по высоте, чем оригинальные. Дело в том, что в работе я использую резцы максимальным сечением державки 8х8 мм и менее. Поэтому паза под резец размером 10х10 мм будет более чем достаточно для большинства моих задач. Если потребуется покрупнее, то воспользуюсь оригинальными зажимами, в них паз 12х12 мм. Поэтому я отпилил заготовки по размеру оригинала, но с учетом чистового фрезерования отпиленных плоскостей, зажим по высоте будет меньше примерно на 1.5 мм.
Вообще, супер точность в этой работе нужна только на первом этапе, при фрезеровании ласточкиного хвоста. В остальном, точность конечно нужна, но не до фанатизма. 😁
Несмотря на то, что ленточка достаточно чисто и ровно пилит, я всё же отфрезеровал торцы зажав заготовки непосредственно в заранее выставленный резцедержатель. Снизу подставлял в качестве упора державку от токарного резца. Сначала отфрезеровал все с одной стороны с одной установки, затем с другой установки все прогнал с обратной стороны.
Заусенцы получившиеся на рёбрах заготовок при фрезеровании убрал на маленькой дисковой шлифовалке.
Концевой фрезой диаметром 10 мм сформировал паз 10х10 под резец. Напильником убрал заусенец.
Здесь же, на фрезерном станке просверлил отверстия 4.2 мм под рабочие винты. Надо отметить, что на оригинальном зажиме резец зажимается двумя винтами М6 с круглыми головками под внутренний шестигранник. Они довольно массивны и мешают в работе. На своем варианте зажима я решил применить три стопорных винта М5 с внутренним шестигранником. Они не имеют головки и практически целиком уходят в тело зажима. Кроме того три винта равномернее прижимают резец, особенно это важно для резцов малого сечения.
Все 4 винта (3 установочных и 1 ходовой) с резьбой М5.
Раззенковал отверстия и нарезал резьбу. Позиционировал метчик в маленьком сверлильном станке, далее воротком дорезал.
Всего я просверлил и нарезал 32 отверстия. Сталь хорошая, резьба нарезалась чисто.
Оригинальные зажимы, как и весь резцедержатель - зачернены. Мне нравятся зачернённые детали. Во-первых чернение защищает от появления ржавчины, которая может появится от рук или просто от высокой атмосферной влажности. Во-вторых, снижает шероховатость детали после обработки. Черню стальные детали в отработанном масле после нагрева. Равномерно нагреваю заготовку газовой горелкой приблизительно до 600 градусов (коричнево-красное свечение) и окунаю в банку с отработанным маслом на 5 - 7 секунд. Даю остыть и протираю салфеткой остатки масла.
Регулировка высоты зажима осуществляется двумя одинаковыми гайками с накаткой. Одна (нижняя, регулировочная) упирается в корпус резцедержателя, вторая выполняет роль контргайки и предохраняет упорную гайку от смещения во время смены зажимов.
Хотелось сделать диаметр гаек поменьше, но они на оригинале сделаны минимально возможного диаметра. Контрогайку делать меньше тоже не имеет смысла, от руки обе затягиваются хорошо. А применять ключ не хочется, лишние движения. Поэтому я сделал такие же. Точил из кругляка Ст45 на большом токарнике. Зачернил по такой же схеме.
Когда планировал работу, думал сделать разные зажимы для разных резцов. Т.е. разные размеры пазов под резцы, в том числе круглые под расточные. Но решил сделать все одинаковые, универсальные. Для расточных маленьких покупных резцов проще сделать державку с отверстием и ставить в любой зажим.
Для того, чтобы установочные винты не торчали из верхнего торца зажима я решил применить два типоразмера 12 и 16 мм. Для резцов сечением 6-8 мм
винт на 12 мм, для меньших 16 мм.
Чтобы обеспечить весь диапазон регулировок зажима по высоте, установочный винт я поставил как в оригинале длиной 45 мм.
Самое интересное и приятное действие - сборка и закручивание винтиков :))
Со временем, в процессе работы, зажимы пополнятся резцами. Комфорт и скорость работы повысится. Но это не все изменения в резцедержателе, о которых я хотел рассказать. Все установки на токарный станке Proxxon PD250 производятся винтами с внутренним шестигранником. Все винты разные. При работе постоянно то один, то другой ключ необходим. Это отвлекает. Где-то применение винтов обусловлено размерами токарника, кроме винта больше нечего применить. Но есть моменты, где винт можно заменить на рычаг.
В быстросъёмном резцедержателе два винта, которые можно заменить на рычаги. Главный винт с резьбой М8, который фиксирует резцедержатель к суппорту и винт фиксирующий зажим с резцом.
Из стального кругляка Ст45 выточил два рычага, один большой и маленький. Ручка просто конус небольшой. За конусом упорный поясок и рабочий винт.
Большой рычаг изгибал разогрев место изгиба газовой горелкой непосредственно в патроне токарного станка. Разогрел, надел на рычаг трубку металлическую подходящего диаметра и загнул. Маленький рычаг выточил, нарезал резьбу подлиннее чем надо. Закрутил в резцедержатель на то место, где он будет работать. Сам резцедержатель в тиски зажал. Нагрел по такой же схеме рычаг и загнул. Потом опытным путём подогнал длину резьбы на заточном, таким образом, чтобы в зажатом положении рычаг был на три часа и не мешал работе.
Для установки большого рычага потребовалось выточить небольшую втулку в корпус резцедержателя, которая заполнила проточку для головки родного болта. Длиной втулки опытным путём я добился желаемого направления ручки рычага в зажатом положении - также на три часа.
Оба рычага сначала зачернил. Но не понравилось, снял чернение скотчбрайтом и оставил чистыми. Оба рычага справляются отлично со своей задачей, усилия более чем достаточно.
Вот такие небольшие изменения я внёс в токарный станок. Изменения эти назрели давно по ходу работы, да всё руки не доходили.
Спасибо, что дочитали статью до конца.
Подпишитесь на канал, чтобы не пропустить интересные публикации.
Здесь Вы найдёте больше материалов по станкам и приспособлениям для судомоделизма.
Здесь материалы по строительству модели традиционного средиземноморского рыболовецкого судна Gozzo S.Caterina 1759 в масштабе 1:12 по чертежам издательства Ancre.
До встречи на канале!