Дверные блоки
Классификация дверных блоков. Дверной блок состоит из дверной коробки и дверного полотна, навешенного на вертикальный брусок коробки на петли.
По назначению двери делятся на внутренние, в том числе входные с лестничных клеток в квартиры и другие помещения, для санитарно-технических узлов, наружные (входные в здания), тамбурные и специальные (звукоизоляционные, противопожарные, дымозащитные и др.). Внутренние двери бывают межкомнатные, кухонные, для санузлов, подсобные (для кладовых, встроенных шкафов), для выхода на балкон (балконные).
Оглавление. Плотничные работы.
Двери по конструкции делятся на рамочные (филенчатые); щитовые со сплошным или мелкопустотным заполнением; с порогом и без порога; с фрамугой и без нее. По числу полотен различают двери одно- и двупольные, в том числе с полотнами разной ширины.
По направлению и способам открывания двери бывают распашные, качающиеся, раздвижные, а по наличию остекления - остекленные или глухие.
По влагостойкости двери делятся на двери повышенной влагостойкости, предназначенные для помещений с постоянной относительной влажностью воздуха более 60% (тамбурные и двери, устанавливаемые в наружных стенах зданий), и двери нормальной влагостойкости - для помещений с относительной влажностью воздуха до 60%.
В зависимости от отделки двери бывают с непрозрачным отделочным покрытием, отделанные эмалями, красками или облицованные декоративными листовыми или пленочными материалами, и с прозрачным отделочным покрытием, покрытые прозрачными лаками.
Поверхности дверей делятся на лицевые и нелицевые. К нелицевым поверхностям относятся поверхность коробки, примыкающая к стенам, верхние и нижние кромки полотен, фальцы под стекло, поверхности обкладок, обшивок, нащельников, раскладок, соединяемые с другими деталями, внутренние и соединяемые с облицовкой поверхности брусков каркаса и заполнения полотен щитовых дверей. Остальные поверхности деталей и сборочных единиц дверей являются лицевыми. В отдельных помещениях для освещения так называемым "вторым светом" над дверью устанавливают фрамугу шириной, равной ширине блока.
В двупольных дверных блоках щель, образующуюся между полотнами в притворе, закрывают с обеих сторон нащельниками. В дверях с качающимися полотнами, открывающимися в разные стороны, притвор нащельником не закрывают.
В блоках наружных дверей устраивают пороги, улучшающие тепловую и звуковую изоляцию. Дверные блоки внутренних дверей делают с порогом (входные в квартиры) и без порога (межкомнатные).
В зависимости от навески двери различают правые и левые (рис. 85). При установке дверного блока в проем щель, образующуюся между стеной и коробкой, конопатят и закрывают наличником.
В целях звуко- и теплоизоляции в блоках входных дверей в квартиру ставят уплотняющие лрокладки из пенополиуретана.
Рамочные двери (рис. 86) состоят из вертикальных, горизонтальных и средних брусков (обвязки) толщиной 44, 52, шириной 122 мм. Просветы между обвязочными брусками и средниками заполняют щитами - филенками, стеклами. Филенки могут быть дощатые (в основном в наружных дверях), фанерные, из древесноволокнистой или древесностружечной плиты.
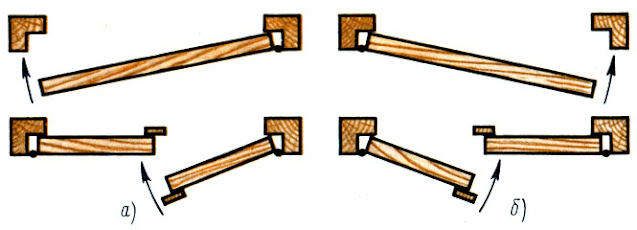
Рис. 85. Схемы навески дверей правой (а) и левой (б)
Дощатые филенки соединяют в паз и наплав; в последнем случае филенку с противоположной стороны от наплава обкладывают фигурной раскладкой, которую крепят к брускам шпильками, утопленными в древесину, или шурупами впотай. Крепить раскладки к дощатым филенкам не допускается. Рамочные двери делают в основном входными с улицы в помещения.
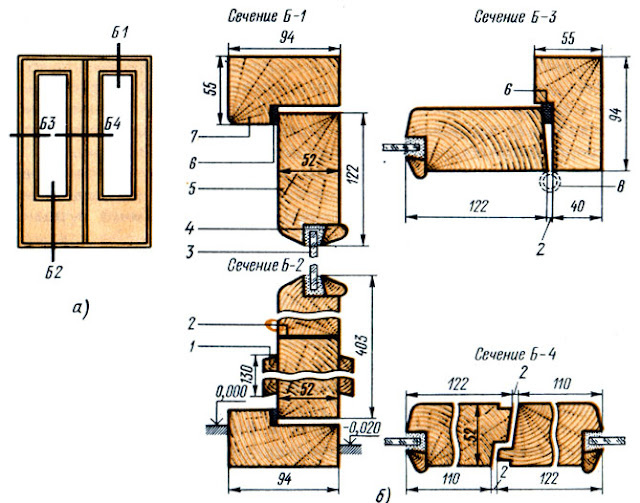
Рис. 86. Двери деревянные наружные для жилых и общественных зданий рамочной конструкции: а - общий вид двери, б - сечения Б-1, Б-2, Б-3, Б-4; 1 -нижняя планка, 2 - соединение на водостойких клеях, 3 - стекло, 4 - раскладка по стеклу, 5 - полотно двери, 6 - уплотняющая прокладка, 7 - брусок коробки, 8 - петля
Щитовая дверь представляет собой деревянную рамку, собранную из деревянных брусков сечением 32...34X40X60 мм, которые соединены в углах металлическими скрепками либо на шипах (шкантах), заполненную серединкой различной конструкции и облицованную с обеих сторон твердой древесноволокнистой плитой или фанерой, строганым шпоном, бумажно-слоистым декоративным пластиком, декоративной поливинилхлоридной пленкой, декоративной бумагой.
Щитовая дверь легка, обладает хорошими звукоизоляционными качествами, прочностью, формоустойчивостью, гигиеничностью, удобна в эксплуатации. На изготовление щитовой двери расходуется незначительное количество материалов, преимущественно низких сортов. Для жилых и общественных зданий щитовые двери изготовляют с обкладкой и без нее. Обкладку крепят по периметру к двери в паз и гребень с трех сторон. Сечения деталей дверных блоков щитовой конструкции приведены на рис. 87.
В соответствии с ГОСТ 6629-74 дверные блоки подразделяются на типы: Г - с глухими полотнами, с притвором в четверть; О - с остекленными полотнами, с притвором в четверть; К - с остекленными качающимися полотнами.
Дверные блоки типа Г при высоте 2071 мм имеют ширину 670...1170 мм, а при высоте 2371 мм - 970...1872 мм.
Блоки типа О при высоте 2071 мм имеют ширину 770...1272 мм, а при высоте 2371 мм - 970...1872 мм.
Дверные блоки типа К при высоте 2071 мм имеют ширину 1298 мм, а при высоте 2371 мм - 1498, 1898 мм. Толщина щитовых дверей 40 мм.
Для остекления дверей типа О применяют прозрачное, узорчатое или армированное стекло толщиной 4...5 мм, дверей типа К - только прозрачное стекло, с тем чтобы при открывании двери было видно, что по ту сторону нет людей или предметов.
В зависимости от конструкции щитовые двери бывают сплошные и пустотелые. Сплошные двери изготовляют из брусков (реек) (рис. 88, а). Серединки пустотелых дверей выполняют в виде разреженной решетки из брусков (рис. 88, б), решетки из шпона (рис. 88, в), сот, образуемых из полосок фанеры, твердой древесноволокнистой плиты (рис. 88, г). Кроме того, серединку щитовой двери можно заполнять полосками мягкой древесноволокнистой плиты, бумажными сотами, витыми спиральными стружками, изготовленными из древесины лиственных пород.
Бумажный сотовый заполнитель (ГОСТ 23233-78) делают из бумаги для упаковки марки Б или шпульной бумаги марки Б, пропитанной мочевиноформальдегидной или другими синтетическими смолами, которые придают заполнителю нужную прочность.
Рис. 87. Сечения деталей дверных блоков щитовой конструкции: а - по верхнему притвору глухих дверей типа Г без обкладки, б - по верхнему притвору глухих дверей типа Г с обкладкой, в - по боковому притвору глухих дверей типа Г без обкладки, г - по боковому притвору глухих дверей типа Г с обкладкой, д - по боковому притвору остекленной двери типа О, е - по верхнему притвору остекленной двери типа О, ж - по среднему притвору глухих дверей типа Г, з - по среднему притвору остекленных дверей типа О
В середине дверных полотен размещают бруски для установки замка и ручек. Длина брусков должна быть 400 мм для полотен высотой 2000 и 700 мм - для полотен высотой 2300 мм.
Для строительства уникальных зданий (театров, музеев) изготовляют двери повышенного качества, облицованные древесиной ценных пород (дуба, ореха, красного дерева, палисандра) и отделанные для сохранения текстуры светлым лаком. Двери жилых и общественных зданий окрашивают масляными или синтетическими красками и эмалями, в том числе водоэмульсионными.
Дверная коробка представляет собой рамку, предназначенную для крепления дверных полотен. Дверные коробки бывают с порогом и без него. Коробку с порогом собирают из двух вертикальных и двух горизонтальных брусков, связанных между собой шиповым соединением на клею и нагелями.
Рис. 88. Примеры заполнения щитов дверных полотен: а - со сплошным заполнением деревянными брусками-рейками, б - с мелкопустотным заполнением деревянными брусками-рейками (с разрежением), в - с мелкопустотным заполнением из шпона, г - с мелкопустотным или сотовым заполнением из фанеры или твердой древесноволокнистой плиты (решетка); 1 - брусок под замок и ручку, 2 - скрепки
Коробка без порога состоит из двух вертикальных и верхнего горизонтального брусков, связанных шиповым соединением на клею и скрепленных в углах нагелями. Коробку без порога расшивают внизу монтажной доской, прикрепляя ее к торцам вертикальных брусков гвоздями или на шипах. Полотна дверей навешивают в коробки на две петли.
Двери деревянные наружные для жилых и общественных зданий (ГОСТ 24698-81) в зависимости от назначения бывают входные и тамбурные типа Н, службеные - типа С, люки и лазы - Л. Двери типа Н делают щитовыми или рамочными (филенчатыми), причем щитовые двери могут быть с реечной обшивкой.
Оглавление. Плотничные работы.
Двери типов Н и С могут быть одно- и двупольными, остекленными и с глухими полотнами, с порогом и без него. Щитовые двери (полотна) должны быть заполнены калиброванными по толщине рейками. При обшивке полотен дверей с наружной стороны профилированными рейками по слою пергамина или оцинкованной листовой сталью допускается применять для изготовления дверей твердые древесноволокнистые плиты или фанеру марки ФК. Тамбурные двери могут изготовляться без обшивки деревянными рейками. Рейки крепят к полотну шурупами или гвоздями длиной 40 мм с антикоррозионным покрытием с шагом до 500 мм. В нижней части полотна дверей типа Н защищают деревянными планками (рис. 89) толщиной 16...19 мм или полосами декоративного бумажно-слоистого пластика толщиной 1,2...2,5 мм.
Полотна и коробки трудносгораемых и утепленных дверей типа С обшивают тонколистовой оцинкованной сталью толщиной 0,35...0,8 мм. Полотна трудносгораемых дверей защищают с обеих сторон асбестовым картоном толщиной 5 мм.
Рис. 89. Двери деревянные для жилых и общественных зданий: а-общий вид щитовых дверей, б - сечения деталей дверей без обшивки, в - сечения деталей дверей с обшивкой, г - варианты обшивки дверей; f -стекло, 2- раскладка по стеклу, 3- уплотняющая прокладка, 4- брусок коробки, 5 - полотно двери, 6 - плинтус (планка), 7 - пергамин, 8 - облицовка из твердых древесноволокнистых плит толщиной 4 мм, 9 - облицовка из твердых древесноволокнистых плит толщиной 5 мм, 10 - раскладка
Двери остекляют оконным стеклом толщиной 4...5 мм (ГОСТ 111-78). При установке стекла на расстоянии менее 800 мм от низа полотна устанавливают защитное ограждение (решетку).
Двери деревянные (ГОСТ 14624-84) предназначены для производственных зданий промышленных и сельскохозяйственных предприятий. В зависимости от назначения их подразделяют на внутренние (В), наружные (Н). По конструкции двери бывают с притвором в четверть с глухими полотнами (Г), с притвором в четверть с остекленными полотнами (О), с остекленными качающимися полотнами (К). Двери подразделяются на щитовые со сплошным или решетчатым заполнением и рамочные.
Двери типов Г и О изготовляют с правой или левой навеской полотен, с порогом и без порога.
Рис. 90. Сечения наружных щитовых дверей для производственных зданий: а-с обшивкой, б - сечения по средним притворам, в - вариант с раскладкой; f - стекло, 2 - облицовка из твердых древесноволокнистых плит, 3 - уплотняющая прокладка, 4 - раскладка по стеклу, 5 - обшивка, 6 - дверная коробка, 7 - цоколь, 8 - дверное полотно, 9 - раскладка
Внутренние двери типа Г имеют высоту 1800 и 2000, ширину 800...1802 мм, типа О - высоту 2000, ширину 1402...1802 мм, типа К - высоту 2000, ширину 1408...1808 мм. Наружные двери типов Г и О имеют высоту 2000...2300, ширину 800...900 мм. Толщина дверей 40 мм. Наружные двери облицовывают твердой древесноволокнистой плитой или фанерой и обязательно обшивают профилированными раскладками (ГОСТ 8242-75) по слою пергамина. Раскладки крепят шурупами или гвоздями с антикоррозионным покрытием с шагом крепления до 500 мм. Нижнюю часть наружных полотен облицовывают цоколем из бумажно-слоистого пластика шириной 220 мм, толщиной не менее 2 мм или из сверхтвердых древесноволокнистых плит (ГОСТ 4598-86), тонкой оцинкованной сталью или алюминием. Сечения наружных дверей щитовой конструкции приведены на рис. 90.
Изготовление дверных блоков. Дверные полотна щитовой и рамочной конструкции изготовляют преимущественно на специализированных деревообрабатывающих предприятиях, но вместе с тем на некоторых строительствах в целях быстрейшего обеспечения их столярными изделиями дверные полотна изготовляют на месте, применяя нестандартное оборудование.
Рис. 91. Примерная схема технологического процесса изготовления дверного блока с рамочными дверями
Примерной схемой технологического процесса изготовления дверных блоков с рамочными дверями (рис. 91) предусмотрено, что раскрой пиломатериалов на заготовки будет вестись на круглопильных станках, а фрезерование - на фуговальном и четырехстороннем продольно-фрезерном станках.
Гнезда в вертикальных брусках выбирают на цепнодолбежном станке. Для зарезки шипов используют шипорезный станок. Отборку профилей, выборку потемков и другие аналогичные операции выполняют на фрезерном станке.
Предварительная сборка изделий с подгонкой деталей производится на рабочем месте, а окончательная - в сборочном станке. По периметру двери обрабатывают на форматном станке.
При отсутствии указанных выше станков детали дверей обрабатывают на комбинированных станках электрифицированными или ручными инструментами.
Разберем порядок обработки вертикального бруска рамочной (филенчатой) двери, имеющего в чистоте размер 44X94X2000 мм. Припуск на фрезерование и фугование с двух сторон для заготовок из древесины хвойных пород должен быть 5,5 мм, а на торцевание с двух сторон по длине деталей - 40 мм. Таким образом, размеры бруска в заготовке составляют 44 + 6X94 + 6X2000 + 40 или 50X100X2040 мм. Исходя из этих размеров, берут доску толщиной 50 мм и размечают длину и ширину бруска, после чего его выпиливают электропилой или лучковой пилой.
После выпиловки брусок обрабатывают с четырех сторон электрорубанком или рубанком и фуганком. При строгании необходимо следить за тем, чтобы брусок был прямоугольной формы и не имел кривизны и перекосов. На простроганном бруске угольником, рейсмусом размечают гнезда под шипы, для чего брусок кромкой кверху кладут на стол и с помощью угольника карандашом наносят на кромке линии.
Бруски размечают так (рис. 92). Отступив от торца бруска на 20 мм, карандашом наносят линию 1; отмерив 32 мм, наносят линию 2; на расстоянии 140 см от второй линии - линию 3. После этого, отмерив необходимые расстояния, наносят линии 4, 5, 6, 7 и 8. Затем на торцах бруска на расстоянии 12 мм от каждого ребра наносят линии 12, 13.
Рис. 92. Схема разметки вертикального бруска рамочной (филенчатой) двери: 1...8 - поперечные линии, наносимые на кромки, 9 - гнезда на кромке, 10 - кромка бруска, 11 -пласть бруска, 12, 13 - продольные линии
Пересечения поперечных и продольных линий образуют гнезда 9 на кромке. Выбирают гнезда долотом, следя за тем, чтобы долото не выходило за пределы разметки. Эту операцию можно производить электродолбежником, зачищая затем поверхности гнезд стамеской. Необходимо следить за точностью выборки гнезд. Если гнездо получится большего размера, шип будет сидеть неплотно, при меньшем размере гнезда шип не войдет в него.
Затем в бруске шпунтубелем выбирают паз, а рубанком (калевкой) профиль. После изготовления всех брусков и филенки дверь предварительно собирают.
После предварительной сборки и подгонки дверь разбирают, смазывают шипы и проушины клеем, а затем вновь собирают и обжимают в сборочном станке. Дополнительно в углах на клею ставят нагели.
Бруски коробки также собирают на клею и крепят в углах нагелями. Правильность сборки коробок проверяют с угла на угол линейкой и угольником.
Собранные дверные полотна должны иметь по периметру припуск на обработку фуганком, электрорубанком 2...3 мм на сторону.
Дверные замки рекомендуется врезать на высоте 1000 мм от низа полотна вручную или механизированным инструментом. Размечают гнезда с помощью угольника или шаблона П. Е. Кускова (рис. 93), изготовленного из древесины и фанеры. Верхнюю п"лан-КУ шаблона делают из фрезерованной доски толщиной 10...12 мм, а боковые - из фанеры. Боковые планки прибивают к верхней гвоздями.
При разметке гнезда под замок шаблон 2 надевают на кромку двери, так чтобы горизонтальная ось 1 его находилась на расстоянии 1000 мм от низа двери, после чего карандашом размечают гнездо и положение замочной скважины 3. Затем долотом выбирают гнездо и высверливают замочную скважину. Гнездо под замок можно выбирать на горизонтально-сверлильном станке или электросверлилкой и электродолбежником за несколько приемов.
В коробке необходимо выбрать стамеской место для запорной планки. Его намечают, прикладывая планку к бруску коробки и обводя по контуру карандашом.
Замки врезают в вертикальные бруски рамочных дверей, но выше или ниже среднего горизонтального бруска. Врезать замки против средних брусков не допускается; так как при этом нарушается прочность шипового соединения.
Затем подгоняют дверное полотно к коробке, подчищая при необходимости отдельные места.
На специальный стол или верстак кладут собранную коробку, и дверь тщательно подгоняют к четвертям коробки таким образом, чтобы она лежала заподлицо с кромкой коробки. После вгонки дверь должна иметь двухмиллиметровый зазор между обвязкой и четвертью коробки, необходимый для нормальной эксплуатации двери.
Рис. 93. Шаблон П. Е. Кускова для разметки гнезда под врезной замок двери: 1 - ось шаблона, 2 - шаблон, 3 - замочная скважина, 4 - вертикальный брусок двери, 5 - верхний горизонтальный брусок, 6 - филенки, 7 - средний горизонтальный брусок, 8 - нижний горизонтальный брусок
Оглавление. Плотничные работы.
В двупольных дверях перед вгонкой в коробку предварительно отбирают фальцы по створу дверей на фрезерном станке или ручным инструментом, затем двери складывают в местах створа (фальцами) и вгоняют обычным способом. Зазор в местах створа должен составлять 2 мм. После подгонки ставят на клею, шурупах нащельники и навешивают двери на петли. Гнезда под петли выбирают на рабочем месте с помощью шаблона Павлихина.
Каждое полотно навешивают на две или три петли, причем бауты верхней и нижней петель должны быть на одной вертикальной оси. Петли располагают так, как показано на рис. 94.
Рис. 94. Схема установки приборов на дверных блоках: 1 - замок с ручкой, 2 - петли
Двери входные в здания навешивают на петли ПН1-150, ПН2-150, ПНЗ-130, ПНЗ-150 (ГОСТ 5088-78), внутренние двери - на петли ПН4, имеющие размер 98 мм.
После пригонки и навешивания двери весь блок проверяют, в необходимых местах зачищают провесы. Дверь не должна пружинить при открывании и закрывании; на петлях она должна вращаться свободно. В дверном блоке не допускаются покороблен-ность, перекосы более 2 мм в любом направлении, необработанные места и шероховатость. Готовый блок расшивают упаковочными планками и направляют для окраски и остекления.
Технологический процесс изготовления дверных блоков с щитовыми полотнами (рис. 123) состоит из следующих основных операций: изготовления рамок и заполнителя, подготовки облицовочного материала, склеивания щитов двери, обработки щитов по периметру, постановки обкладок и раскладок, изготовления дверной коробки, установки (вгонки) дверей в коробку с навешиванием на петли.Изготовление дверных блоков
Рис. 123. Примерная схема технологического процесса изготовления дверных блоков с щитовыми полотнами
Щиты дверей изготовляют, заполняя предварительно сделанную рамку рейками, сотами, собранными из отрезков твердой древесноволокнистой плиты, фанеры, бумажными сотами или ломаными полосками из твердой древесноволокнистой плиты.
Для дверей толщиной 40 мм рамки изготовляют из брусков сечением 40...60X32 мм, которые выпиливают по длине из пиломатериалов толщиной 40 мм, влажностью (9±3)% на круглопиль-ном станке для поперечного, а по ширине - на круглопильном станке для продольного раскроя. Соединяют их на шип или на металлические скрепки впритык. Соединение брусков на шипах повышает прочность рамки, но увеличивает расход древесины и трудоемкость изготовления рамки за счет ввода лишней операции (зарезание шипов). Скрепки ставят для того, чтобы рамка во время заполнения ее серединкой и закладки в пресс не расползалась.
Для изготовления остекленной двери используют две рамки - наружную и внутреннюю. Сечения брусков внутренней рамки должны быть такими же, как и сечения брусков наружной рамки. Полученные заготовки обрабатывают в размер по толщине на рейсмусовых или четырехсторонних продольно-фрезерных станках. Бруски рамок не должны иметь гнили, кривизны, выпадающих, загнивших, гнилых и табачных сучков.
Заполнитель изготовляют из маломерных пиломатериалов и отходов производства (для сплошных и разреженных серединок), отходов фанеры и твердой древесноволокнистой плиты толщиной 4 мм (для сотового заполнения).
Влажность отходов древесины, получаемой при раскрое пиломатериалов для столярных изделий, составляет примерно 15%. Перед заполнением серединки их необходимо высушить до влажности 9...10 % в сушильных камерах.
Для помещений с относительной влажностью воздуха более 60 % делают двери со сплошным заполнением деревянными рейками. После сборки рамки на нее накладывают фанеру или твердую древесноволокнистую плиту, предварительно намазанную клеем, и прикрепляют к рамке мелкими гвоздями длиной 20... 25 мм. В дверях со сплошным заполнением толщина облицовки из твердой древесноволокнистой плиты допускается 3 мм.
После закрепления облицовки рамку поворачивают и все внутреннее пространство заполняют рейками толщиной, соответствующей толщине рамки. При укладке реек надо следить за тем, чтобы они были плотно прижаты одна к другой, поверхность их была ровной, а стыки располагались вразбежку.
После заполнения рейками рамку закрывают сверху вторым облицовочным листом, предварительно намазанным клеем, и прикрепляют его мелкими гвоздями с четырех сторон. При изготовлении щита с разреженным заполнением рамку заполняют не сплошь, а с промежутками.
Щит двери с заполнением в виде сот состоит из рамки с уложенными в ней сотовыми решетками. Соты собирают из полосок фанеры или твердой древесноволокнистой плиты толщиной 4, шириной 32 мм. В полосках через 40 мм прорезают пазы шириной, равной толщине полосок плюс 1 мм, и глубиной, равной половине ширины полосок плюс 1 мм. Из полосок с прорезями набирают решетку в виде сот с ячейками размером 40X40 мм. Рамку щита заполняют двумя или тремя сотами.
Щит двери с заполнением из ломаных полосок твердых древесноволокнистых плит состоит из рамки, в которой укладывают на ребро изломанные полоски. Полоски нарезают разной длины, шириной 32 мм. Надламывают полоски на специальном станке или в шаблоне-прессе, имеющем форму изломанной полоски.
К внутренним дверям облицовочный материал приклеивают карбамидным клеем, а к наружным - клеем КБ-3.
Оглавление. Плотничные работы.
При небольшом годовом объеме производства дверей для склеивания применяют механические прессы (рис. 124). Склеивание щитов в механических прессах состоит из следующих операций: формирования щита двери, образования пакетов и запрессовки их, выдержки пакета под давлением для схватывания клея, выдержки щитов дверей (акклиматизации).
Рис. 124. Схема механического пресса: 1 - станина, 2 - шкив, 3 - винты, 4 - подвижная траверса, 5 - приводной механизм, 6 - ролики
Формируют щиты дверей так: на рабочий стол, расположенный около пресса, кладут заранее собранную рамку, а на нее - прирезанный лист фанеры или твердой древесноволокнистой плиты с предварительно нанесенным на одну плоскость клеем. Клей равномерно распределяют по всей плоскости листа, слой не должен быть толстым, иначе под давлением в прессе будут выжиматься излишки клея, что затруднит разборку пакетов. Облицовочный лист укладывают намазанной стороной на рамку. Его концы должны выступать за рамку равномерно со всех четырех сторон. Уложенный лист закрепляют по углам мелкими гвоздями или шпильками, затем рамку переворачивают и заполняют серединку щита брусками, сотами и др. Вплотную к середине продольных брусков кладут два бруска сечением 32Х 50...70Х 400 (700) мм, причем бруски длиной 400 мм ставят для дверей высотой 2000 мм, а длиной 700 мм - для дверей высотой 2300 мм для того, чтобы в дверь можно было врезать замок независимо от того, какой навески она будет - правой или левой, и установить ручку.
Сотовое заполнение должно заполнять все внутреннее пространство рамки, а концы полосок одних сот свободно входить в свободное пространство между концами полосок других сот.
После заполнения середины щитка рамку покрывают другим облицовочным листом, предварительно смазанным клеем, и закрепляют его в углах мелкими гвоздями. Затем собранный щит снимают с рабочего стола и переносят в пресс. В пресс укладывают 18...20 щитов толщиной по 40 мм. Щиты должны быть уложены строго один над другим, без смещения; сверху их накрывают массивным трехслойным деревянным щитом, аналогичным основанию. Затем включают приводной механизм пресса и пакет сжимается. После склеивания щитов, т.е. через 6...12 ч, готовый пакет разбирают, щиты укладывают стопками для свободной выдержки в течение 12...24 ч в помещении с нормальной влажностью (до 60 %) и температурой 18...20°С. В горячем гидравлическом прессе щиты склеивают в той же последовательности, что и в механическом, но формируют их на металлическом поддоне.
Давление при склеивании должно быть 0,5...0,8 МПа, причем меньший предел относится к щитам с сотовым и разреженным заполнением, а больший - со сплошным заполнением.
После склеивания и выдержки щиты обрабатывают по периметру, а затем устанавливают обкладки, раскладки. Обработка по периметру включает в себя опиловку щита до необходимого размера и шлифование поверхностей щита.
В остекленных дверях ставят раскладки по стеклу.
Изготовляют коробку и вгоняют полотно в нее так же, как и в филенчатых дверях.
Линия по изготовлению дверных полотен (рис. 125) состоит из ряда последовательно расположенных механизмов. На ленточный конвейер 1 кладут облицовочный лист твердой древесноволокнистой плиты толщиной 4 мм, намазанный с сетчатой стороны клеем. На этот лист помещают два вертикальных бруска рамки и бруски под замок, после чего полученный пакет передают на следующую позицию, где на него кладут две поперечные планки рамки, которые по углам крепят скрепками. Затем заполняют середину либо брусками (для дверей со сплошным заполнением), либо сотами.
Рис. 125. Схема линии по изготовлению дверных полотен: 1, 8 - ленточные конвейеры, 2, 9 - подъемные столы-накопители, 3 - цепной конвейер, 4 - загрузчик с толкателем, 5 - этажерка, 6 - пресс, 7 - этажерка с разгрузочным механизмом, 10 - роликовый конвейер
На следующей позиции пакет накрывают листом древесноволокнистой плиты, на сетчатую сторону которого предварительно наносят клей. В углах лист наживляют мелкими гвоздями. Собранный пакет двери цепным конвейером 3 подается в загрузочную этажерку 5. После загрузки всех 15 этажей этажерки механизмом подачи пакеты полотен подаются в пресс П-797-6. Склеивание производится карбамидными клеями в течение 6...8 мин при температуре плит пресса 115... 120 °С. После склеивания пресс размыкается и включается загрузочный механизм, который загружает очередную партию полотен с этажерки в пресс и одновременно с этим частично выталкивает склеенные полотна на разгрузочную этажерку. Для полного выталкивания полотен из пресса в разгрузочную этажерку включается разгрузочный механизм, который выталкивает каждое полотно в разгрузочную этажерку, а оттуда передает на подъемный стол-накопитель 9, откуда полотна поступают на неприводной напольный конвейер 10. На этом конвейере полотна выдерживают в течение 24 ч для выравнивания напряжений.
Схема линии по обработке полотен дверей по периметру показана на рис. 126. Стопа склеенных дверных полотен после выдержки поступает на гидравлический подъемник 2 с автоматическим загрузчиком, откуда каждое полотно поочередно подается на форматный концеравнитель 3, на котором обрабатываются сначала продольные кромки, а затем поперечные; одновременно фрезами на кромках образуется необходимый скос. По выходе из станка полотна дверей покрывают олифой со всех сторон на специальном приспособлении 4. После олифования через роликовый конвейер полотно поступает на станок 5, на котором выбираются гнезда под полупетли. Затем каждое полотно подается на подъемный стол-накопитель 6, где образуется стопа дверных полотен. По мере образования стоп нужной высоты они двухцепным напольным конвейером 7 подаются к механизму выдачи 8, из которого каждое полотно подается к первому сверлильному станку 9 для выборки в продольной кромке гнезда под корпус замка или защелки. На втором сверлильном станке 9 выбирается гнездо под планку замка и отверстие под ручку замка. Обработанные полотна по роликовому конвейеру поступают для установки в коробки.
Рис. 126. Схема линии по обработке дверных полотен по периметру: 1 - роликовый конвейер, 2 - гидравлический подъемник, 3 - форматный концеравнитель, 4 - приспособление для олифования, 5 - станок для врезки петель, 6 - стол-накопитель, 7 - напольный конвейер, 8 - механизм выдачи, 9 - сверлильный станок, 10 - поворотный круг
Поток по сборке дверных блоков (рис. 127) состоит из двух линий: I - сборки и транспортирования коробок, II - сборки и транспортирования блоков. На линии I работа проводится следующим образом. Бруски коробок, изготовленные в деревообрабатывающем цехе, поступают на тележке к двухпильному станку 1, на котором прорезаются гнезда под петли. На рабочем месте 2 рабочий загоняет в прорезь полупетлю и крепит ее штифтами или шурупами, после чего бруски с шипами, смазанными клеем, собираются в коробку в сборочном станке 3. Собранные на клею и нагелях коробки поступают на двухцепный конвейер-накопитель 4, на котором происходит естественное отверждение клея. По мере потребности с этого конвейера коробки передаются на линию по сборке блоков.
Рис. 127. Схема потока по сборке дверных блоков: I - линия сборки и транспортирования коробок, II - то же, блоков; 1 - двухпильный станок, 2, 7, 8 - рабочие места, 3 - станок для сборки коробок, 4 - конвейер-накопитель, 5 - концевой выключатель, 6 - роликовый конвейер для собранных дверных блоков, 9 - педальный упор, 10 - одно-цепный конвейер, 11 - роликовый конвейер линии по обработке дверных полотен по периметру
Линия II расположена под прямым углом к линии I и состоит из одноцепного напольного конвейера 10, перемещающего дверные полотна в вертикальном положении. Вдоль конвейера расположены рабочие места. На первых двух (2, 7) наживляют полупетли шурупами на полотне, на третьем рабочем месте (8) окончательно завертывают шурупы шуруповертом, на четвертом - навешивают (вгоняют) полотна в коробку. Рабочий, занятый довертыванием шурупов, управляет педальными упорами 9, с помощью которых дверь устанавливают в нужном месте для выполнения рабочих операций.
Технические условия на изготовление дверей. Двери изготовляют в соответствии с ГОСТ 475-78 и рабочими чертежами. Отклонения от номинальных размеров дверных блоков и сборочных единиц (полотна, коробки) должны соответствовать ГОСТ 6449.1...5-82.
На лицевых поверхностях полотен, коробок провесы деталей, не имеющих фасок в местах сопряжений, не допускаются. Двери повышенной влагостойкости изготовляют из древесины хвойных пород: сосны, ели, пихты, лиственницы и кедра. Применять древесину разных пород в дверном полотне или в коробке не допускается, за исключением сосны, ели, пихты и кедра (под непрозрачную отделку).
Угловые соединения деталей нужно производить по ГОСТ 9330-76, в том числе: концевые - на сквозных прямых шипах, серединные вертикальные - на сквозных прямых шипах или шкантах, серединные горизонтальные - на несквозных прямых шипах или шкантах.
Шероховатость лицевых поверхностей дверей (ГОСТ 7016-82) должна быть: под непрозрачное отделочное покрытие - не более 200 мкм, под прозрачное отделочное покрытие - не более 60 мкм.
Двери в основном изготовляют с непрозрачным покрытием. Прозрачным покрытием отделывают двери, изготовленные из древесины твердых лиственных, хвойных и ценных пород, подобранной по качеству, цвету и текстуре.
Приборы одного типа и назначения устанавливают в дверях на одном уровне. Перевозят двери и окна в контейнерах (рис. 128).
На строительную площадку оконные и дверные блоки поступают большей частью заранее собранными с навешенными на петли створками, форточками, фрамугами, полотнами. Лишь в отдельных случаях на строительстве собирают оконные и балконные блоки из элементов. В проектное положение оконные и дверные блоки, как правило, устанавливают в виде готовых блоков с навешенными элементами.
Сборка оконных блоков. Работы по сборке оконных блоков состоят из подгонки и навески форточки в створку (рис. 131, а), подгонки с прифальцовкой створок между собой и к коробке с установкой нащельников (штапиков) (рис. 131, б), установки полупетель на створках и коробке (рис. 131, в), установки отлива (рис. 131, г), навешивания створки в коробку (рис. 131, д). После этого прирезают приборы (завертки, ручки-скобы). Приборы устанавливают обычно после монтажа блоков в проем. До установки в проем оконный и балконный блоки олифят и окрашивают.Рис. 128. Контейнер для перевозки оконных и дверных блоков: 1 - рама, 2 - стойка, 3 - выдвижная штанга, 4 - прижимная балка, 5 - зажимный винт, 6 - прорезиненная лента
Оглавление. Плотничные работы.
При хранении и транспортировании столярных изделий их следует защищать от механических повреждений, загрязнения, увлажнения и прямых солнечных лучей.Сборка оконных и дверных блоков на строительстве
Рис. 131. Последовательность сборки оконных блоков с раздельными переплетами: а - вгонка форточки, б - подгонка створок с установкой нашельника, в - установка полупетель, г - установка отлива, д - навешивание створок в коробку, установка раскладок по стеклу; 1 - створка, 2 - форточка, 3 - коробка
Элементы оконных блоков собирают на рабочем месте. После сборки элементы блока выдерживают в течение 1...3 ч для схватывания клея, а затем устанавливают петли, отлив, нащельник и др. Гнезда под петли размечают с помощью шаблона Павлихина (см. рис. 82). Для образования гнезд под врезные петли можно использовать набор из трех стамесок (рис. 132). Одну карту врезной петли вколачивают в брусок коробки, а другую - в брусок обвязки внутреннего переплета. В отличие от обычных врезные петли крепят шпильками.
Рис. 132. Стамески для выборки гнезд под врезные петли: а- шириной 44 мм, б - шириной 30 мм, в - шириной 32 мм; 1 - ручка, 2 - лезвие
Навешивают створки в коробку на специальных столах.
Прифальцовка створок заключается в том, чтобы в месте створа отобрать фальцы, образующие притвор. Прифальцовка может быть выполнена механизированным или ручным инструментом. Для прострожки притворов в окнах без съема их с петель используют доборный рубанок (рис. 133). При подгонке створок тщательно проверяют правильность притвора, т. е. плотность прилегания их к четвертям коробки. Во всех притворах между створками и коробкой оставляют зазор 2 мм для последующего покрытия створок слоем краски.
Рис. 133. Доборный рубанок: 1 - нож, 2 - упор ножа, 3 - крепежный болт, 4 - корпус рубанка, 5 - гайка
Затем створки навешивают на петли, следя за тем, чтобы они свободно и плавно открывались, не пружинили и были неподвижны в любом положении после открывания.
Места постановки прибора размечают с помощью шаблонов. Простейший шаблон - тонкая доска или фанера с вырезанными контурами приборов, по которым делают разметку карандашом. Размечать места для постановки приборов можно, очерчивая по контуру карандашом сами приборы. Гнезда под приборы выбирают долотом или стамеской так, чтобы глубина их по всему контуру прибора была одинаковой. Приборы врезают заподлицо с поверхностью древесины. Допускаемое отклонение должно быть не более 0,5 мм. Оконные и дверные приборы крепят к изделиям шурупами с потайной головкой. Размеры шурупов должны соответствовать размерам отверстий в приборах. Примерный порядок установки приборов на окнах и балконных дверях приведен на рис. 134.
Рис. 134. Порядок установки приборов в столярных изделиях: а - оконные блоки ОС18-18В, ОР18-18В, б - оконные блоки ОС12-1, ОС-13,5; ОР1 2-1 3,5; в - балконные двери БС28-9, БР28-9, г - оконные блоки ОС18-13,5; ОР18-13,5; 1, 3 - петли, 2 - фрамужный прибор, 4 - упор, 5 - фиксатор, 6 - завертка, 7 - стяжка
Для запирания окон со спаренными переплетами применяют оконную завертку-стяжку врезную ЗР1, завертку врезную ЗР2. Обычно на каждую створку ставят по две завертки на расстоянии, обеспечивающем равномерное примыкание створки к коробке, и с учетом возможности открывания переплетов с пола, без применения подставки.
Для створок окон высотой до 1100 мм со спаренными или раздельными переплетами используют накладной шпингалет ШН2 (ГОСТ 5090-86), а для створок окон высотой более 1100 мм и балконных дверей со спаренными или раздельными переплетами или полотнами - накладной шпингалет ШН1.
Задвижку накладную ЗТ (ГОСТ 5090-86) применяют для запирания створок окон жилых и общественных зданий.
В окнах с раздельными переплетами для жилых и общественных зданий для открывания створок применяют ручки-скобы типа PC. Эти же ручки можно использовать и в балконных дверях. Створки окон фиксируют фиксаторами (рис. 135).
Рис. 135. Фиксатор типа ФК1 (а) и его установка (б)
Для запирания одного из полотен двупольных балконных дверей с раздельными полотнами применяют шпингалеты типа ШВ. Подвижные части их должны открываться плавно, без больших усилий. Дверные (верхние) шпингалеты устанавливают на высоте 1,8...1,9 м, чтобы их можно было открывать с пола. Для ограничения открывания створок и предотвращения их удара о стену с внутренней стороны наружной створки блока с раздельными переплетами устанавливают оконный упор типа УО (ГОСТ 5091-78). Для фрамуг общественных зданий со спаренными и раздельными переплетами шириной до 1300 мм используют фрамужный прибор ПФ1, а для фрамуг шириной до 830 мм - прибор ПФ2 (ГОСТ 5090-86).
В изделиях из древесины, вызывающей коррозию (дуб и др.), следует применять шурупы с антикоррозионным покрытием. Латунные, никелированные приборы необходимо прирезать до окончательной отделки, а крепить после нее. Приборы с пластмассовыми покрытиями крепят шурупами, имеющими никелированные или хромированные головки.
Сборка дверных блоков. Работы по сборке дверных блоков состоят из сборки коробки, отборки фальцев полотен по створу, подгонки двери к коробке, врезки петель, замка и других приборов, установки нащельников, навешивания полотен на петли, олифования и окраски. Коробки собирают в сборочном станке (вайме).
Полотно однопольной двери нужно тщательно подогнать к четвертям коробки. При работе вручную сначала подгоняют кромку одного вертикального бруска, второго и затем горизонтального бруска.
Оглавление. Плотничные работы.
У двупольных дверей сначала отбирают фальц по створу полотен и после подгонки полотен складывают их таким образом, чтобы горизонтальные бруски (рамочных дверей) совпадали, т. е. находились на одном уровне. Затем подгоняют оба полотна, они должны плотно прилегать к четвертям коробки по всему периметру, не выступая за плоскость бруска коробки и не западая. Навешивают полотно на две или три петли, причем бауты верхней и нижней петель должны быть на одной вертикальной оси. Замки врезают с помощью шаблона П. Е. Кускова (см. рис. 93). Отверстия под замки в дверных полотнах выбирают кондуктором (рис. 136). Им можно выбирать гнезда и на навешенных дверных полотнах.
Рис. 136. Кондуктор для выборки отверстий под замок в дверях: 1 - зажимные винты, 2 - дверь, 3 - рейка, 4 - гвозди
Выбирают гнезда под замки в дверях следующим образом. Открывают дверь примерно под углом 75 ° и закрепляют ее в этом положении, установив два клина под нижнюю часть полотна. После этого размечают место установки кондуктора. Кондуктор устанавливают по разметке и винтами 1 закрепляют на двери.
Фиксировать положение кондуктора можно рейкой 3, прибиваемой гвоздями 4 к кромке полотна сверху. Размер рейки по длине должен соответствовать положению замка от верха двери.
Отверстия в двери по кондуктору выбирают электросверлилкой. Вначале выбирают отверстие для ручки, отверстия и паз для ключевины, затем - паз для замка.
Для закрывания входных дверей в квартире, а также отдельных помещений общественных зданий применяют врезной цилиндровый замок с засовом ЗВ1 (рис. 137, а).
Замки вставляют в вертикальные бруски. При установке замков с ручками необходимо, чтобы ось ручки совпадала с осью ключевины. Планки замков и личинки врезают заподлицо с поверхностью брусков обвязки и коробки.
Для закрывания шкафов применяют запоры (рис. 137, б, в), а для открывания комнатных глухих и остекленных дверей - ручку-скобу (рис. 137, г). Крепят скобу к двери на расстоянии 950...1000 мм от пола. На дверях ванн, санузлов устанавливают ручки-кнопки (рис. 137, д). В дверях, которые не запираются, применяют простые защелки и ручки-кнопки. Для защиты от проникания кухонных запахов в комнаты в дверях кухонь устанавливают врезные защелки.
Рис. 137. Приборы для столярных изделий: а - замок врезной для дверей цилиндровый с засовом ЗВ1, б, в - запоры для шкафов, г - ручки-скобы типа PC, д - ручка-кнопка РК-2; 1 - запорная скоба, 2 - ручка шпингалета
При установке окрашенных оконных и дверных блоков в проемы на поверхности появляются заколы и другие дефекты, которые зашпатлевывают и окрашивают.
Оглавление. Плотничные работы.
Лучшая сушилка Дачник 4