
Принтер у меня "Elegoo Neptune 4", типа - "дрыгостол". Так часто называют его адепты 3Д сообществ. Это значит, что база, на которой печатается деталь, очень даже подвижная по оси Y. Мотается вдоль неё, будь здоров. Поэтому, при всех прочих хороших показателях (корректная настройка файла печати, филамент не рвётся, голова принтера не бьёт по детали) - если первый слой недостаточно прилип к поверхности стола, то на таком столе фигуру может разболтать и оторвать от стола. По закону мирового свинства это проявляется не сразу, а на втором и больше часе печати чего либо, что совсем не радостно.
За полгода эксплуатации 3Д принтера пришло понимание, что - как перед печатью больших деталей, так и после очередных юстировок стола - полезно проверять качество прилипания первого слоя пластика к его поверхности.
Но, как понять, хорошо ли прилип базовый слой к крышке стола, и не пора ли заново отрегулировать стол, если на первый взгляд всё хорошо прижато?
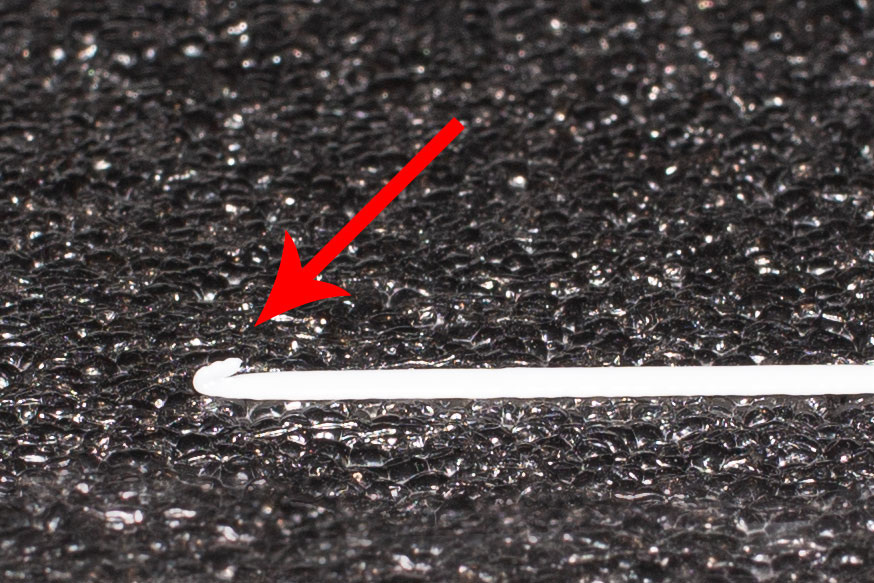
1. Линия
Для начала нужно обратить внимание на линию, которую прочерчивает принтер перед печатью основной детали.
2. Кайма
Второй верный признак, это - не плотная кайма. Кайма - это ободок (для тех кто не в курсе), который печатается вокруг контура печатаемой детали на столе. Она увеличивает площадь соприкосновения модели к столу, ака улучшает её сцепление с ним.
Если после отделения детали от крышки стола, кайма рассыпается на отдельные нити. То, это верный признак того, что эти нити были недостаточно прижаты экструдером при печати.
3. Подошва
Нередко детали печатаются без каймы, и, даже если прижим не полный, они могут и напечататься. Особенно если они не большие. Но, и в этом случае можно понять - существует ли опасность брака при печати следующей детали, из-за слабого сцепления со столом? Достаточно посмотреть на днище готовой детали после отделения её от столика.
Для специального тестирования (перед ответственной печатью) я сделал несложную плоскую концентрическую модель. Он занимает почти всю запечатываемую площадь, и позволяет быстро определить область недоприжима базового слоя.
По большому счёту - форма фигуры не принципиальна, главное, чтобы она полностью покрывала используемую площадь стола, и не печаталась слишком долго.
Благодаря ей, в некоторых случаях, я - экспрессом, не прибегая к полному циклу юстировки (сначала вручную, а затем автомат), могу подстроить барашками "на глаз" положение стола перед печатью.
4. Обрывы
К перечисленным признакам недоприжатости, можно присовокупить обрывы линий филамена на первом слое.
На хорошо прижатой модели они отсутствуют.