Введение
Способы поверхностного легирования и физико-химического модифицирования играют ключевую роль в улучшении эксплуатационных характеристик материалов, особенно в авиационной технике. Одним из распространенных методов является плазменная обработка, включая азотирование и напыление, которые изменяют химический состав и свойства поверхностного слоя, повышая его износостойкость и коррозионную стойкость.
Обработка в электронных лучах представляет собой эффективный способ легирования, при котором легирование происходит за счет нагрева, вызванного электронным пучком. Этот метод обеспечивает глубокое проникновение легирующих элементов в поверхность, улучшая механические свойства и устойчивость к высокотемпературным условиям.
Лазерная обработка, особенно лазерное твердофазное легирование, также используется для изменения свойств поверхностного слоя, позволяя локально нагревать материал и улучшать его прочность и жесткость. Химико-термическая обработка, включая алитирование и борирование, создает легированные слои с повышенной твердостью и коррозионной стойкостью, что критически важно для долговечности изделий.
Ионная имплантация, основанная на облучении ионным пучком, позволяет внедрять легирующие элементы в поверхностный слой, значительно улучшая его механические свойства. Все эти методы изменяют химический состав и структуру на уровне поверхности, что приводит к образованию новых фаз и повышению надежности деталей.
Ионно-плазменное азотирование (ИПА)
ИПА — один из передовых методов упрочнения деталей из различных сталей и сплавов, включая титановую металлокерамику и порошковые материалы. Этот метод активно используется в машиностроении, авиации и автомобилестроении, а также в производстве, связанном с высокой точностью. ИПА повышает характеристики поверхностей, увеличивает эксплуатационную надежность, контактную прочность и стойкость к коррозии.
Преимущества ИПА заключаются в низком потреблении энергии, повышении производительности и увеличении срока службы деталей. Процесс ИПА насыщает поверхностный слой деталями азотом или смесью азота и углерода, создавая равномерное покрытие с определенной структурой. Обработка сокращается в 3-5 раз, а для титановых сплавов — в 5-10 раз. ИПА подходит для финишной обработки, сохраняя первоначальную шероховатость и не деформируя деталь, что делает его экологически безопасным.
Технология процесса
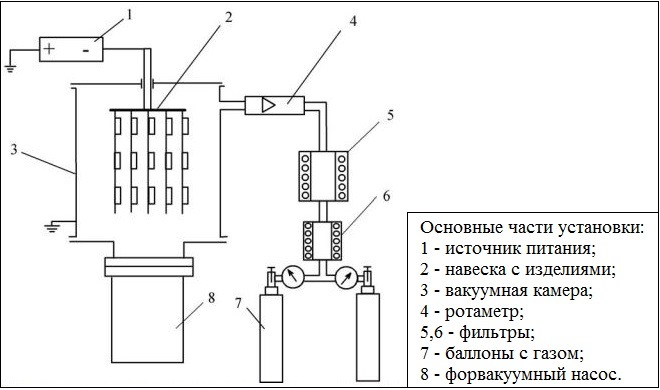
Процесс ИПА осуществляется в условиях разряженного атмосферного давления (0,5–10 мбар). В зависимости от сплава, в камеру подается смесь азота с водородом или чистый азот. Образующийся тлеющий заряд способствует образованию плазмы, создавая рабочую среду с заряженными ионами, которая формирует азотную пленку на поверхности. Метод подходит для обработки деталей со сложным контуром и труднодоступными поверхностями.
Свойства изделий после упрочнения методом ИПА
Обработка методом ИПА улучшает инструменты и детали почти всех промышленных отраслей. Азотистая пленка предотвращает прилипание жидкого металла, что улучшает качество отливки пресс-форм и увеличивает стойкость режущего инструмента. Это снижает коэффициент трения и позволяет увеличить скорость резания.
Электронно-лучевая обработка
Метод основан на воздействии на материал сфокусированного потока электронов, который вызывает нагрев, плавление и испарение обрабатываемого материала. Метод подходит для труднообрабатываемых металлов и неметаллических материалов, обеспечивая высокую точность и минимальное разрушение хрупких материалов.
Принцип действия
Электронно-лучевая обработка начинается с генерации электронного пучка в электронно-лучевой трубке. Затем этот поток электронов фокусируется с помощью электромагнитных линз на поверхности обрабатываемого материала. При попадании на материал электроны передают свою энергию, что приводит к локальному нагреву. Температура в процессе обработки может достигать 6000 К, что позволяет эффективно плавить и испарять материал. В зависимости от параметров процесса, таких как энергия, скорость перемещения пучка и время воздействия, можно выполнять различные операции, включая резку, сверление, сварку и нанесение покрытий.
Преимущества
Одним из главных преимуществ электронно-лучевой обработки является высокая точность. Этот метод позволяет достигать точности, необходимой для сложных деталей и компонентов, что особенно важно в высокотехнологичных отраслях. Кроме того, ЭЛО обеспечивает минимальное термическое воздействие на материал. Благодаря высокой скорости обработки и локальному нагреву, зона термического влияния остается минимальной, что критично для хрупких материалов, которые могут повреждаться при традиционных методах обработки.
Электронно-лучевая обработка также отличается универсальностью. Она подходит как для обработки металлов, так и для неметаллических материалов, включая керамику и композиты. Это делает метод идеальным для различных производственных процессов.
Кроме того, ЭЛО позволяет экономить материал. Высокая точность обработки сокращает количество отходов и увеличивает выход годной продукции, что особенно важно в условиях конкурентного производства.
Применение
Электронно-лучевая обработка находит широкое применение в таких отраслях, как авиационная и космическая промышленность, где требуется высокая точность и надежность деталей. Также метод используется в производстве медицинских инструментов, электроники и в других высокотехнологичных областях, где критически важны качество и точность обработки.
Заключение
Современные методы поверхностного легирования, такие как ионно-плазменное азотирование и электронно-лучевая обработка, играют важную роль в улучшении эксплуатационных характеристик материалов.