Изготовление твердосплавных пластин — это сложный и многоэтапный процесс, который требует высокой точности и аккуратности. Одним из ключевых этапов является прессование порошковой смеси под давлением в 12 тонн в специальном прессе. На этом этапе смесь прессуется с помощью твердосплавных пуансонов, которые должны быть тщательно обработаны для получения пластин высокого качества.

Процесс начинается с подготовки порошковой смеси, которая включает в себя различные компоненты, такие как карбиды вольфрама и кобальт. Эти компоненты тщательно смешиваются для обеспечения равномерного распределения частиц. Затем смесь загружается в пресс-форму, где происходит прессование.
Прессование под высоким давлением это основной этап, при котором задается форма изделия, если форма не будет идеальной, все последующие этапы пройдут впустую. Твердосплавные пуансоны, используемые в этом процессе, требуют особого внимания, так как малейшие дефекты могут привести к браку продукции, а так же значительным потерям времени и ресурсов.
На данном этапе у каждого производителя существует цель получить минимально возможную шероховатость формообращующей поверхности пуансона.
Основные проблемы
Твердые сплавы представляют собой композиционные материалы, состоящие из неправильных частиц карбида вольфрама, которые служат заполнителем, и металлического связующего, выступающего в роли матрицы. Так как это очень абразивные и твердые частицы, для их прессования необходима такая же прочная оснастка, поэтому в производстве пластин используются матрицы и пуансоны так же из карбида вольфрама, но преимущество в виде твердости, имеет и серьезный недостаток. Карбид вольфрама очень плохо поддается полированию.
Полировка штампов для производства твердосплавных пластин — это трудоемкий процесс, по большей части производимый вручную. И как любой ручной процесс он он занимает много времени, а его результаты часто оказываются неудовлетворительными и неповторяемыми. Автоматических процессов для полировки карбида не существуют. Опытный сотрудник тратит в среднем 8 часов на полировку одного штампа.
Существующие методы механической обработки поверхности неэффективны для полировки карбида вольфрама, так как он слишком твёрдый. Улучшение качества поверхности за счёт неконтролируемого закругления краев приводит к снижению качества. Кроме того, химические и электрохимические процессы могут вызывать коррозию, в результате которой кобальт высвобождается в ходе реакции, называемой выщелачиванием.
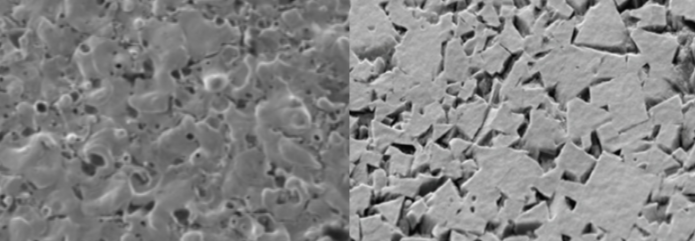
Выщелачивание означает потерю связующего металла, что приводит к разрушению структуры во время эксплуатации. На рисунке ниже чёрные области представляют собой пустые места, где кобальтовое связующее было удалено в результате коррозии.
Решение
Заказчик предоставил партию образцов пластин для штампов. Детали были изготовлены методом прессования и спекания кобальта и частиц карбида вольфрама, а также с помощью электроэрозионной обработки (EDM), что обеспечило точные размеры, геометрию и допуски. Итоговая шероховатость, измеренная по Ra, составила 0,24 микрона.
Цель заключалась в снижении шероховатости до менее 0,01 микрона (0,4 микродюйма), что было достигнуто в процессе обработки. Качество поверхности часто влияет на внешний вид и скольжение, . В случае моделей, обработанных EDM, полировка поверхности отличается от обычной механической обработки.
Инженеры компании GPAINNOVA определили оптимальный состав электролита на основе материала и требуемой шероховатости. Затем инженерный отдел разработал приспособление для удержания деталей во время процесса, чтобы избежать появления теней, предотвратить повреждение при ударе и максимально увеличить производительность за один цикл выбранного решения. Технологический отдел порекомендовал DLyte 100PRO Carbide — с высокой производительностью, специально созданный для небольших объемов производства. Движение и скорость были подобраны таким образом, чтобы обеспечить идеальный поток электролита и тока через все изделие.
Наилучшие результаты были достигнуты с использованием сухой суспензионной среды, раствора на основе гелевых частиц и электрически непроводящей жидкости, которая защищает поверхность изделия от окисления, вызванного кислородом. Время обработки составило 90 минут для одного изделия, начиная со средней шероховатости 0,25 микрон после производственного процесса и заканчивая окончательной шероховатостью менее 0,01 микрон. Массовое удаление составляло грамм на штуку.
Учитывая удаление веса в грамм на штуку и вес емкости для удаления — в случае карбида с сухим подвесом носителя — 0,3 кг, GPAINNOVA, благодаря своим решениям DLyte, может обработать 300 частей на одном носителе. Общее время обработки составляет 92 минуты на партию из одного изделия, включая время на загрузку и разгрузку держателей, которое предполагается в размере 2 минут. Ежедневный выпуск продукции с учетом одной смены составляет 5 вставных штампов, а годовой выпуск продукции (при условии 250 рабочих дней) составляет 1250 единиц.
Согласно опыту GPAINNOVA, достижимая шероховатость, удаление материала и время обработки могут меняться в зависимости от геометрии и исходного состояния поверхности перед обработкой по технологии DryLyte.
Преимущества
Процесс DLyte отличается высокой производительностью и компактностью. Для ручной полировки требуется несколько полировальных станций, в то время как DLyte 100PRO Carbite способен обработать такое же количество деталей всего за один цикл.
Благодаря новой методике, расходы на производство сокращаются более чем на 95%, включая все этапы процесса: от технологии до логистики. Кроме того, повышается качество продукции и уменьшается количество бракованных пуансонов.
Утилизация отходов сухого суспензионного электролита может быть легко осуществлена стандартными службами. Весь металл, удалённый из заготовок, остаётся в среде, и поскольку он твёрдый, отсутствует риск попадания в водные пути или канализацию.
В процессе DLyte не образуется пыли или сильного шума. В растворе DLyte для карбида используется твёрдый электролит с непроводящей жидкостью без кислот, с которым можно обращаться и хранить без дополнительных мер безопасности.
Среди основных технических преимуществ нового процесса обработки поверхности DLyte стоит выделить следующие:
1. Отсутствие эффекта выщелачивания
Сухая суспензионная среда DLyte удаляет керамическую и металлическую фазы в равных пропорциях, что позволяет избежать выщелачивания кобальта на пластинах. Это значит, что технология не делает деталь более хрупкой, как это происходит при других методах обработки поверхности.
2. Однородные результаты по всей детали
Процесс DLyte более точный и однородный, чем обычное измельчение, поскольку удаление материала осуществляется электрохимическим способом. Технология DryLyte обеспечивает точную и надежную полировку пластин без потери допусков и геометрии.
3. Лучшая в своем классе обработка поверхности
DLyte может снизить шероховатость более чем на 80 процентов без побочных эффектов. Ни один другой автоматизированный процесс не способен обработать дефектные части без потери необходимого качества поверхности и без изменения режущего края и радиуса.
4. Стабильные результаты среди различных партий в течение продолжительного времени
Поскольку среда поглощает ионы металлов во время процесса, катод остается чистым, что позволяет достичь высококачественных результатов с нулевым процентом брака. Предыдущий ручной процесс был непоследовательным.
5. Более длительный срок службы обработанных деталей
В процессе обработки DLyte происходит перенос ионов вместо механического удаления материала. Это позволяет избежать образования дефектов, таких как включения и направленные линии, которые могут возникнуть при использовании традиционных методов, например, алмазной полировки.
____________________________________________________________________________________
Со всеми нашими материалами вы можете ознакомиться в блоге TopStanok
Записаться на консультацию можно по электронной почте Stanok@topstanok.ru, через чат на сайте или по телефону: 8 (800) 500-33-91.
Было полезно? 👍
Подписывайтесь на наш канал, чтобы быть в курсе последних новостей аддитивных технологий!
⚙Ваш TopStanok