Магнитно-импульсная обработка металлов (МИОМ) основана на использовании электрической энергии, накопленной в конденсаторах. Эта энергия разряжается через индуктор, представляющий собой катушку-соленоид, и вызывает импульсный ток величиной в десятки и даже сотни килоампер, который длится всего миллионы долей секунды.
При разряде вокруг витков индуктора формируется мощное переменное магнитное поле. В металлической заготовке, расположенной рядом, возникают вихревые токи, направленные в противоположную сторону. Взаимодействие этих токов создает электродинамическое воздействие, приводящее к механическим силам отталкивания. Индуктор остается неизменным, в то время как заготовка деформируется в соответствии с профилем магнитного поля или под действием оснастки, такой как матрица или оправка.
В зависимости от формы индуктора (цилиндрический соленоид или плоская спираль Архимеда) различаются схемы обработки цилиндрических и плоских заготовок. Для трубчатых образцов могут использоваться схемы "на обжим" и "на раздачу". Индукторы могут иметь сложные формы, что позволяет обрабатывать заготовки различных конфигураций, включая овальные, конусные и прямоугольные.
Схема установки для магнитно-импульсной обработки.
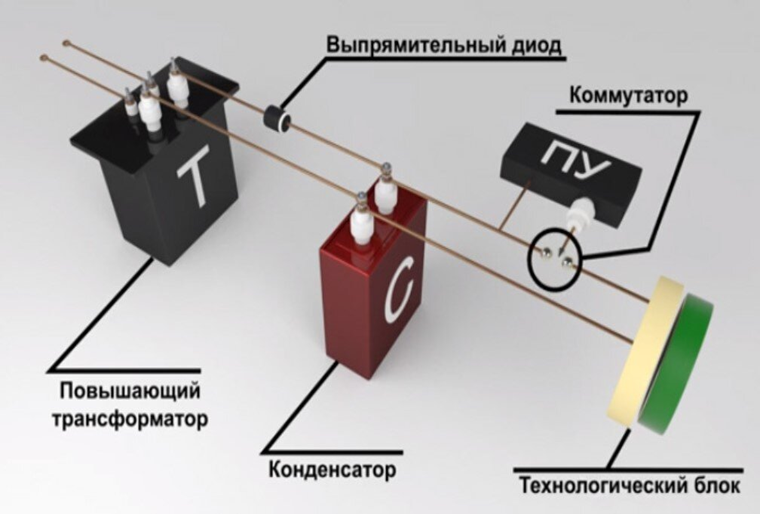
Установка состоит из:
- Повышающего трансформатора.
- Выпрямителя высоковольтного.
- Высоковольтного конденсатора.
- Коммутатора.
- Специализированного технологического блока.
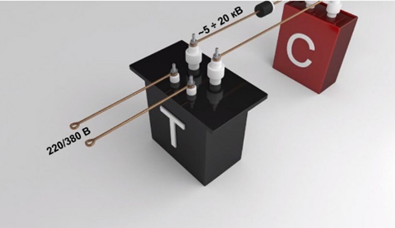
Основные этапы работы установки
После включения установки начинается процесс накопления энергии в конденсаторе. Напряжение 220/380 В преобразуется трансформатором в 5–20 кВ. Затем это напряжение проходит через выпрямительный диод и заряжает конденсатор.
Когда конденсатор полностью заряжен, он разряжается через специальный коммутатор на индуктор. В результате разряда по индукторам проходит импульсный ток, достигающий примерно 100 кА за доли секунды.
При этом формируется мощное переменное магнитное поле. Силы отталкивания удерживают жесткий индуктор на месте, в то время как заготовка отталкивается и принимает форму профиля подготовленной матрицы.
Виды технологического блока
Существуют две группы технологических схем магнитно- импульсной обработки: это схемы непосредственного воздействия импульсного магнитного поля на заготовку и схемы воздействия ИМП на заготовки через промежуточные твердые, эластичные, жидкостные среды.
К первой группе относятся технологические схемы на «обжим», на «раздачу» и «плоская».
−В схеме работы на «обжим» трубчатая заготовка 3 размещается внутри цилиндрического индуктора 2. Электродинамические усилия стремятся сжать заготовку, уменьшить диаметр.
−В схеме работы на «раздачу» заготовка 3 располагается снаружи индуктора 2. Давление ИМП стремится «раздать» заготовку, увеличить ее диаметр
−В схеме работы используется спиральный плоский индуктор, например спираль Архимеда, над которым располагается обрабатываемая плоская заготовка.
Ко второй группе относится технологическая схема штамповки с использованием «спутника» или магнитно-импульсного привода.
В качестве «спутника» используется заготовка из хорошо электропроводного материала. Например, это намотанная в несколько слоев алюминиевая фольга.
Применение «спутников» позволяет обрабатывать (передавать усилие) заготовки из плохо электропроводных материалов. После совместного деформирования заготовки и «спутника» последний удаляется.
В этих схемах магнитно-импульсное усилие передается на привод, который далее либо непосредственно деформирует металл (например, электромагнитный молоток для клепки), либо осуществляет деформирование заготовки через еще одно промежуточное тело – эластичную среду.
Некоторые способы применения данной технологии можно проиллюстрировать на диаграммах ниже.
Вот некоторые ключевые преимущества данной технологии, которые значительно повышают эффективность производственных процессов и улучшают качество готовой продукции. Эти аспекты делают ее незаменимой в современных условиях производства.
- Высокая точность изготовления деталей.
- Возможность обработки концов длинномерных труб.
- Увеличение предельных возможностей штамповки за один проход, что позволяет сократить количество операций.
- Расширение технологических возможностей благодаря совмещению различных операций.
- Изготовление деталей без кольцевых сварных швов.
- Высокая производительность процессов.
- Низкая металлоемкость оснастки.
Заключение
Магнитно-импульсная деформация изделий представляет собой инновационный и высокоэффективный метод обработки материалов, который сочетает в себе точность, производительность и экономичность. Благодаря способности обеспечивать высокую точность и минимизировать количество операций, эта технология открывает новые горизонты для создания сложных деталей и конструкций. Она позволяет эффективно обрабатывать длинномерные трубные изделия, исключая необходимость в кольцевых сварных швах, что значительно улучшает качество конечного продукта. Кроме того, низкая металлоемкость оснастки и высокая производительность процессов делают магнитно-импульсную деформацию привлекательным решением для современного производства. В итоге, применение этой технологии способствует оптимизации производственных процессов и повышению конкурентоспособности предприятий.