В те благословенные, старые добрые времена, когда небо было голубее и трава зеленее, обходились полуавтоматы без «этой крутилки».
Но так как без данной величины, именуемой также «динамикой дуги» и «скоростью нарастания тока короткого замыкания» процесс реально нормально работать не будет (это физика и обмануть её никому не получится), то реализовывалась эта настройка наличием реального дросселя в источнике.
С несколькими выводами.
То есть токи до 100 А – обратный кабель цепляем к выводу «номер Раз».
От 100 А до 200 А – обратный кабель цепляем к выводу «номер Два».
Выше 200А – к выводу «номер Три»... И так далее.
Хотя более трёх выводов было редко. Это было не всегда удобно, поэтому сейчас в современных цифровых инверторных источниках для сварки проволокой физически дросселя часто нет. Всем процессом рулит электроника, что быстрее, точнее и удобнее.
Как это всё работает? Достаточно просто.
Если не вдаваться глубоко в теорию сварочных процессов, то данная регулировка непосредственно влияет на разбрызгивание при сварке короткими замыканиями.
При сварке в режиме одинарного импульса данная регулировка влияет косвенно на звуковое восприятие частоты импульса, вследствие разного размера капель в струе.
Высокая индуктивность – большие капли – более низкая частота. Низкая индуктивность – мелкие капли – более высокая частота.
При сварке на токах условно до 100 А старайтесь держать этот параметр в более низких значениях, то есть динамика дуги (скорость нарастания тока короткого замыкания) должна быть высокой.
И наоборот – с ростом тока индуктивность должна нарастать, соответственно динамика дуги (скорость нарастания тока короткого замыкания) должна падать.
Также следует обращать внимание на то, что наиболее полно данная регулировка работает на смесях, где содержание аргона не менее 75% (и выше).
Для корректной работы на углекислоте (СО2) диапазон данной настройки должен быть гораздо шире для проявления вменяемого эффекта.
И на недорогих бюджетных моделях часто именно «ширины диапазона» не хватает, отсюда мнение не очень грамотных пользователей, что эта «крутилка» не работает.
Работает, просто не так, как Вы себе это представляете. Для лучшего эффекта переходите на высокоаргоновые смеси для сварки и будет Вам счастье. С нормальной регулировкой индуктивности.
Примерная схема (не самая лучшая) настройки индуктивности в полуавтомате приведена ниже.
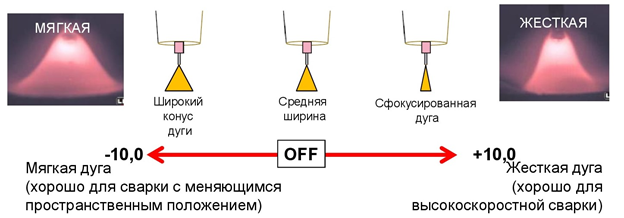
В данном случае реализовано как отображение «динамики дуги». То есть в плюс – «быстро». В минус – «медленно».
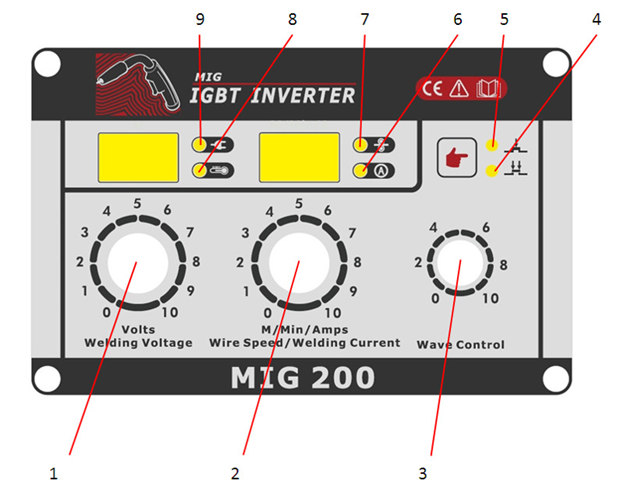
Здесь под номером 3 как раз регулировка индуктивности, именуемая, в данном случае, «контролем волны».
Причём в одну сторону, в плюс или минус, не суть важно.
Не идеальное по информативности решение, но лучше, чем ничего.