Электрохимическое шлифование: Современные подходы и технологии
Электрохимическое шлифование (ЭШ) является одним из наиболее эффективных методов обработки труднообрабатываемых металлов и сплавов. Этот процесс сочетает в себе механическое резание и электрохимическое растворение, что обеспечивает высокую производительность и качество обработанных поверхностей

Принципы электрохимического шлифования
Электрохимическое шлифование с использованием алмазных или абразивных кругов на токопроводящих металлических связках представляет собой комбинированный процесс, в котором одновременно происходят анодное растворение, механическое резание и электроэрозионные явления. В результате воздействия электролитов снижается прочность обрабатываемого материала благодаря уменьшению межфазной поверхностной энергии.
Отсутствие сплошного контакта между деталями и инструментом создает зазор, заполненный электролитом. Под воздействием электрического тока в этом зазоре происходит анодное растворение поверхности детали. Таким образом, поверхностный слой формируется благодаря электрохимическому процессу и механической работе алмазных или абразивных зерен, которые удаляют продукты растворения и срезают обрабатываемый материал, а также разрушают пленку окислов на поверхности детали.
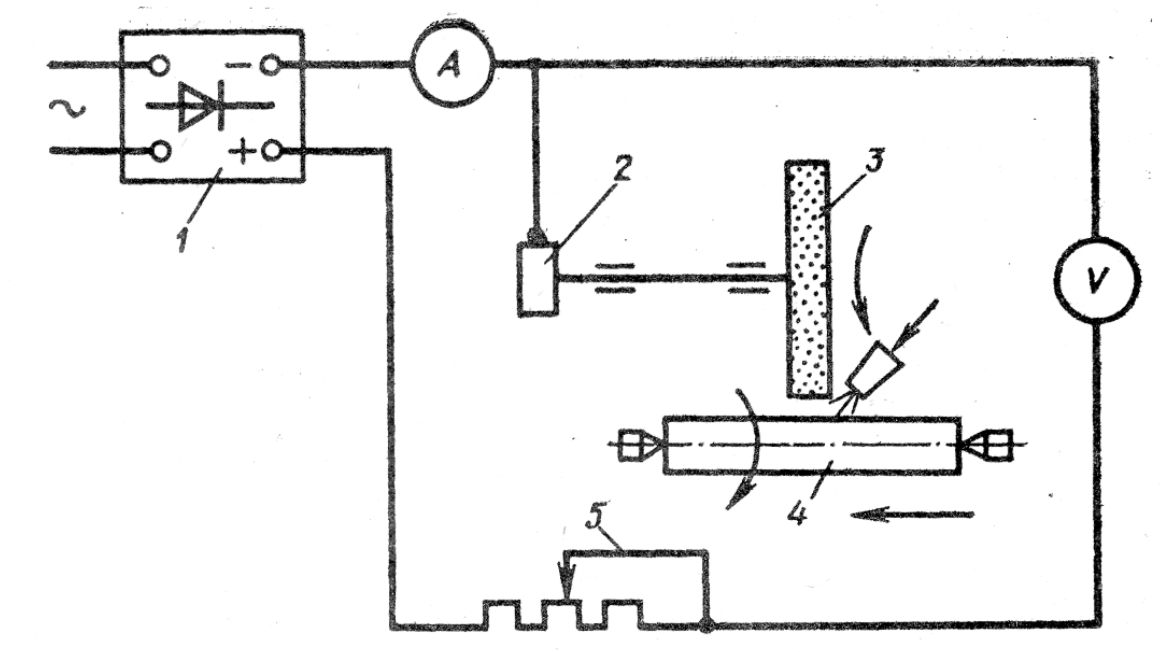
Полярность и самозатачивание
При изменении полярности электродов (круг — анод, деталь — катод) происходит растворение связки круга, что способствует самозатачиванию инструмента и увеличению производительности обработки.
Инструменты и электролиты
Работоспособность инструмента определяется его стойкостью, удельным износом и объемной производительностью. Ключевыми параметрами являются связка, прочность, размер зерна и концентрация алмазов. Связка должна обладать высокой электропроводностью и катодной стойкостью для обеспечения износостойкости и выкрашивания затупившихся зерен.
Роль электролита
Электролит выполняет несколько функций:
- Обеспечивает протекание химических реакций
- Охлаждает деталь
- Удаляет продукты растворения
Состав электролита должен исключать образование нерастворимых продуктов и обладать высокой электропроводностью, чтобы обеспечить эффективное протекание электрохимических процессов.
Для исключения образования нерастворимых продуктов в состав электролита добавляют комплексообразователи, которые переводят образующиеся продукты реакции в растворимые соединения. Например, в качестве комплексообразователя используют натриевые или калиевые соли винной или лимонной кислот, фосфат натрия.
Для высокой электропроводности в качестве основы электролита используют неорганические соли, водные растворы которых обеспечивают протекание электрохимических процессов. Например, хлористый натрий и фтористый литий повышают электропроводность электролита.
Оборудование для электрохимического шлифования
ЭШ может проводиться на специализированных станках, такой как полуавтоматический станок с ЧПУ для алмазно-электрохимического шлифования модели EAG400/EAG800, или на модернизированных обычных станках. Модернизация включает изоляцию шпинделя и установку системы подачи электролита.
Заключение
Электрохимическое шлифование (ЭШ) является высокоэффективным и инновационным процессом, который значительно повышает производительность и качество обработки различных материалов. Благодаря сочетанию механического резания и электрохимического растворения, ЭШ позволяет достигать высокой точности и однородности поверхности, что особенно важно для деталей, работающих в условиях повышенных нагрузок и агрессивных сред.
Процесс ЭШ находит широкое применение как в черновой, так и в окончательной обработке деталей из труднообрабатываемых материалов, таких как твердые сплавы и магнитотвердые материалы. Это делает его незаменимым инструментом в таких отраслях, как авиастроение, автомобилестроение и производство высокоточных инструментов. Возможность адаптации процесса под специфические требования производства, а также использование современных технологий и оборудования, открывает новые горизонты для его применения.
Кроме того, ЭШ способствует снижению затрат на обработку благодаря уменьшению времени, необходимого для достижения необходимого качества поверхности, и снижению износа инструментов. Это, в свою очередь, приводит к экономии ресурсов и увеличению общей эффективности производственных процессов.