Печатаю на Anycubic Kobra 2 neo
Я очень долго боролся с этим слайсером и вот наконец, через 2 недели мучений у меня начало что то получаться, что то, что не хочется выкинуть с балкона.
Я очень долго подбирал различные комбинации настроек. Читал много иностранных и наших форумов, но их решения мне не всегда подходили. Точнее те решения не подходили вообще никак.
То деталь не держит на столе, то какая то паутина с соплями появится, то ещё что нибудь.
В итоге после всех своих мучений, я создал в Cura около 10 профилей для печати PETG, а печатаю я на данный момент только этим пластиком. Мне он больше всего понравился.
Само собой я буду осваивать и другие филаменты, но скорее всего это будет уже летом 2025 года. На данный момент меня привлекает именно PETG.
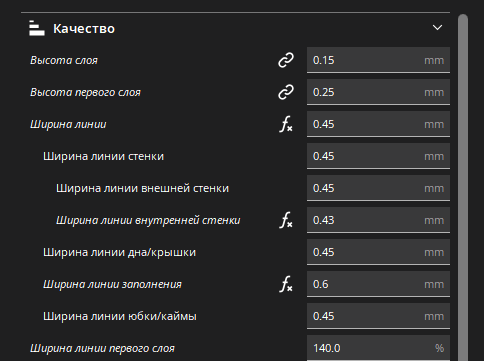
Качество
Качество печати я решил выбрать 0.15 миллиметров. На мой взгляд это оптимально для печати более менее качественных изделий.
Высоту слоя выбрал 0.25 миллиметров и большую ширину линий в 140 %. Что бы такой первый слой получался нормальным, я установил Поток Первого слоя в 120 %.
Если есть проблемы с первым слоем, волны или неприлипание, регулируйте высоту, то есть ось Z. Настройки температуры я подбирал под именно этот профиль, под эту скорость. В других профилях они отличаются немного.
Стенки
Толщину стенок выбрал в 1.2 миллиметра, но её периодически меняю в зависимости от детали, ведь иногда может появиться лесенка на наклонных деталях.
Материалы
Все основные настройки данного профиля в разделе Материалы есть на скриншотах.
Скорость
Скорость печати, это отдельная проблема, её тоже не мог подобрать. То одно, то другое, то третье. Но путём проб и ошибок, я всё же подобрал оптимальную для большинства изделий. Причин того, почему я так всё настроил нет, я сам ничего не понимаю, оно просто работает. В одном из других профилей эти настройки изменены на более низкие. Тем профилем я детали делаю.
Перемещение
В разделе Перемещение, я выставил длину отката в 3 миллиметра и скорость в 30 миллиметров в секунду. Это сделано не просто так. По рекомендации одного из форумов, я поставил откат в 6 миллиметров при скорости в 60 мм/с. И во время отката пластик деформировало, он погнулся внутри подающего механизма, видимо в момент заправки обратно в Хотенд, так как был нагрет, пришлось разбирать всё и вытаскивать.
Охлаждение
В разделе Охлаждение ничего особенного, оно статично и не меняется на обычных слоях.
Экспериментальное Мостики
Если собираетесь делать детали с большими пролётами, с мостиками, то советую включить в разделе Экспериментальное Активацию Настроек Мостиков. Эти настройки я подбирал из каких то собственных соображений, в том числе экспериментальным путём. Но вот я их выложил на ваш суд.
Стандартный тест мостиков на разных температурах.
Результат
А вот что получилось у меня на этих настройках сегодня. Был написан, что Лиса, наверное она и есть.
А это череп на тонких мостиках.
Опыт печати у меня вообще никакой, так что строго не судите.
Если есть что дополнить или какой то совет по всем настройкам, обязательно пишите, я попробую и отпишусь.
Так же читайте:
Улучшить качество печати с Orca Slicer, калибровка Коэффициента Потока
Правильный начальный G-Code(G-Код) для Kobra 2, Kobra 2 Neo.
Что обязательно нужно иметь, для 3D печати дешёвыми филаментами.
Что я напечатал за последний месяц на 3D принтере. Шедевры или нет?