
Образование струн происходит из-за вытекания расплавленного материала, когда сопло FDM 3D-печати перемещается из напечатанной области в ненапечатанную, что приводит к снижению качества печати. Вы все еще пытаетесь найти решение для уменьшения количества струн на вашем 3d-принтере? В этой статье мы расскажем о некоторых полезных способах устранения струйной печати на 3d-принтере.
Проверьте правильность настройки втягивания
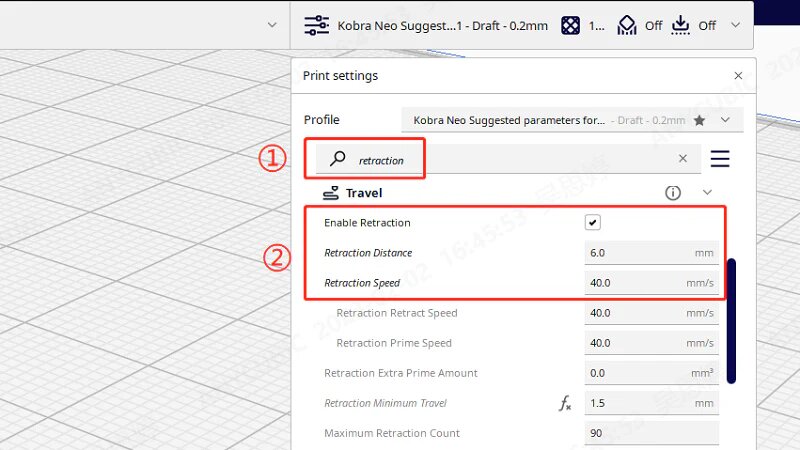
Активация втягивания - один из самых важных и распространенных способов предотвращения струйной 3d-печати. Когда экструдер заканчивает работу над деталью и остается свободный участок до следующего места, подающий механизм втягивает материал, чтобы расплавленный пластик не капал на печать. На следующем участке расплавленный пластик будет экструдирован. В этом случае втягивание может эффективно устранить образование струн на 3d-отпечатках. Вы можете изменить настройку в программе-слайсере, например, в Cura втягивание включено по умолчанию. Тем не менее, если включить ретракцию и использовать для печати параметры по умолчанию, то струна все равно может появиться. Регулировка двух параметров здесь позволит добиться лучших результатов печати: расстояния втягивания и скорости втягивания.
Расстояние втягивания
Важную роль в настройках втягивания играет расстояние втягивания, которое означает расстояние (обычно в мм) между соплом и втягиваемым материалом. Таким образом, чем больше это расстояние, тем сильнее будет втягиваться нить, что может снизить риск образования сочащегося материала. Если это значение слишком велико, это приведет к увеличению времени печати и даже к засорению сопла.
Как установить правильное расстояние втягивания? Тип экструзионной системы, используемой в вашем 3D-принтере, влияет на то, как вы должны устанавливать расстояние. Как правило, экструдер Bowden требует большего расстояния втягивания, чем прямой привод, поскольку расстояние от сопла до приводной шестерни больше. Рекомендуется, в соответствии со значением по умолчанию, заданным программным обеспечением, каждый раз увеличивать или уменьшать расстояние на 1 мм, чтобы проверить, может ли это улучшить ситуацию.
Скорость втягивания
Скорость втягивания влияет на процесс нанизывания 3d-печати. Она обозначает скорость (обычно в мм/с), с которой филамент втягивается из сопла. Если скорость втягивания выше, то эффект предотвращения нанизывания лучше, но это может привести к застреванию нити. Напротив, при низкой скорости втягивания больше вероятность образования нитей, однако это может защитить нить и сопло. Регулировка значения по умолчанию каждый раз в 5-10 мм/с будет безопасной, чтобы найти правильную скорость втягивания.
Снижение высокой температуры печати
Температура печати имеет решающее значение для предотвращения сочащейся 3d-печати. Когда температура сопла повышается, разжиженный материал легче стекает на напечатанный объект под действием силы тяжести. Снижение слишком высокой температуры печати может свести к минимуму образование струек. Однако если температура слишком низкая, материал потеряет текучесть и будет слишком трудно выходить из сопла.
Оптимальная температура для разных материалов может быть разной. Чтобы добиться идеального баланса между хорошей текучестью материалов и лучшими результатами печати, снижайте температуру с шагом 5-10 °C до тех пор, пока не будет достигнута нужная температура.
Уменьшение скорости печати и увеличение скорости перемещения
Проверьте скорость, чтобы убедиться, что она является решением проблемы, которая включает в себя скорость печати и скорость перемещения. Первая - это скорость, с которой печатающая головка печатает, а вторая - скорость, с которой печатающая головка движется, но не экструдирует. Как было отмечено выше, струйная печать может возникать, когда печатающая головка выполняет пустой прогон между двумя частями. Если она начинает движение на более высокой скорости, тем меньше времени и шансов у расплавленного филамента вытечь из сопла, что приводит к получению более чистого объекта.
Скорость печати не является непосредственной причиной образования струн при 3d-печати, но она тесно связана с температурным режимом. Допустим, скорость печати выше, требуется более высокая температура, чтобы разжиженный материал вытекал из сопла за короткое время. В этом случае скорость печати должна быть снижена, так как вы могли понизить температуру, чтобы предотвратить струйную 3d-печать.
Регулярно обслуживайте сопло
Засоренное сопло может привести к сбоям в печати, в том числе к затягиванию 3d-печати, поэтому необходимо следить за чистотой сопла перед печатью. Вы можете использовать такие инструменты, как щетка, салфетка или игла, чтобы очистить остатки нити. Для глубокой очистки можно даже снять печатающую головку. Однако если под рукой нет инструментов, попробуйте метод холодной вытяжки.
Как расходный материал, поврежденные сопла неизбежно подлежат замене, поскольку это приводит к сочащейся 3d-печати. Измерьте, не увеличивается ли диаметр сопла, потому что увеличение размера отверстия - явный признак износа сопла. Регулярно проводите техническое обслуживание сопел, пока не стало слишком поздно!
Сопло вашего принтера - не единственный компонент, требующий внимания при ежедневной печати. Важно также правильно обслуживать другие детали и компоненты вашего 3D-принтера. Все необходимое для стабильной работы вашего 3D-принтера вы можете найти на нашем сайте CLUB3D.
Держите материал в сухом состоянии
Общеизвестно, что при контакте с открытым воздухом филаменты впитывают влагу, что приводит к появлению пузырьков и нитей на отпечатке. При покупке филаментов проверьте, хорошо ли они запечатаны. Например, CLUB3D Pro предлагает режимы сушки для своих 1,75-миллиметровых PLA-филаментов, которые упакованы в вакуум и поставляются с влагопоглотителем в прочной коробке. Таким образом, пользователи минимизируют образование нитей на 3d-отпечатках и получают беспроблемный опыт печати. После использования правильно храните их в сухом месте, вдали от влажного воздуха, например, в контейнере для хранения или герметичном пакете с влагопоглотителем внутри. Если ваш материал, к сожалению, намок, существуют методы сушки нитей, например, в духовке, дегидраторе или сушилке для нитей.
В заключение
Когда речь заходит об устранении проблемы нанизывания и сочащейся жидкости при 3d-печати, наиболее эффективными решениями являются корректировка настроек в программном обеспечении слайсера и регулярное обслуживание вашего 3d-принтера. Неправильная настройка температуры и втягивания является распространенной причиной проблемы. На самом деле, значение по умолчанию для слайсера в основном оптимизировано, и обычно этого достаточно, чтобы произвести некоторую тонкую настройку. Более того, если нити филамента все же существуют и вызывают несколько дефектов на готовой поверхности, вы можете удалить нити с помощью постобработки, например шлифовки или нагрева.