Альтернативные названия опции
- Переходная втулка шпинделя
- Лайнер
- Втулка редукционная для шпинделя
- Сменная втулка шпиндельного отверстия
- Редукторная труба шпинделя
- Редукционная втулка для токарного патрона
- Reduction tube
- Linear / Linear tube
Рекомендация к использованию
Средняя. Рекомендуется использовать при необходимости - в зависимости от задач производства и диаметра заготовок.
Описание опции
Редукционная труба для шпинделя токарного станка с ЧПУ — это сменный элемент, который устанавливается внутрь шпинделя токарного станка для уменьшения его диаметра (обязательно необходимо наличие в комплектации полого зажимного гидравлического приспособления). Эта опция позволяет обрабатывать прутковый материал меньшего диаметра, чем стандартное шпиндельное отверстие (диаметр тяговой трубы), обеспечивая надежную центровку заготовки (прутка) и минимизацию вибраций.
Как подобрать диаметр трубы
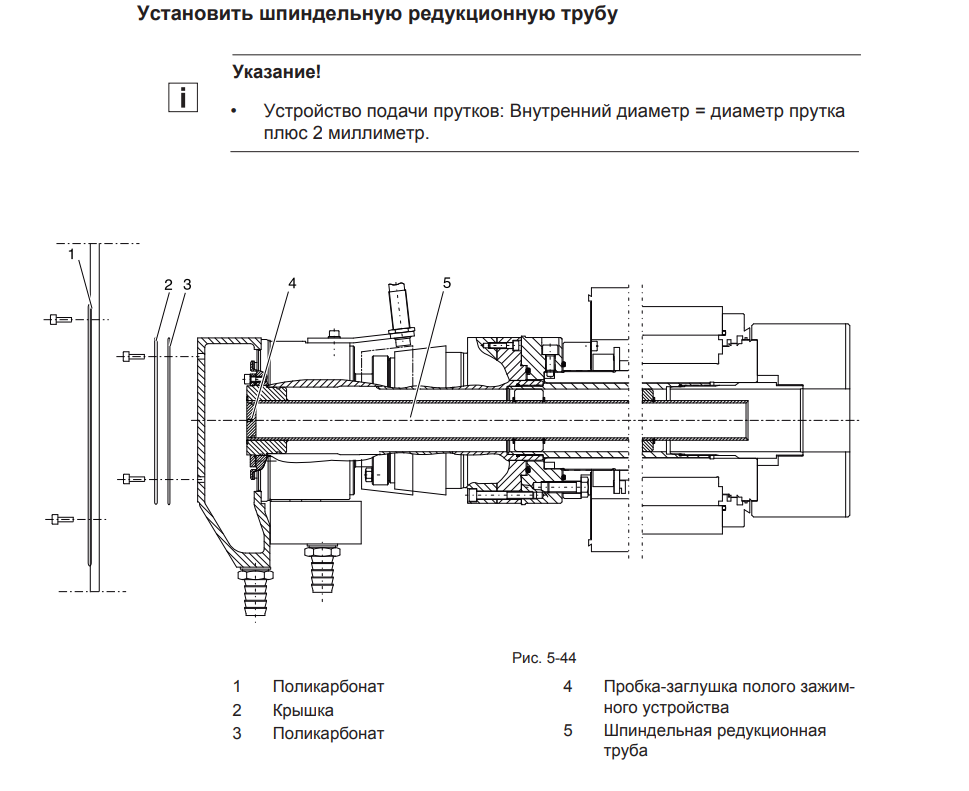
В идеальном варианте, внутренний диаметр трубы должен быть: Dтр. = dпрутка + 2 мм. Т.е. если диаметр обрабатываемого прутка = 12 мм, то внутренний диаметр трубы для работы с прутковым податчиком необходим 14 мм. На практике, производственники оставляют и больший зазор, например, в 4-6 мм.
Когда рекомендуется применять данную опцию
- При обработке длинных прутков малого диаметра для предотвращения их биения (диаметр материала меньше/значительно меньше стандартного диаметра шпиндельного отверстия)
- На станках, где используется податчик прутков
- Для повышения точности и качества обработки при работе с заготовками малого диаметра
Принцип работы опции
Редукционная труба монтируется внутрь шпинделя токарного станка (с помощью торцевого крепления к зажимному приспособлению), изменяя его внутренний диаметр. После установки труба удерживает заготовку в фиксированном положении, предотвращая ее колебания или смещение во время обработки.
Преимущества использования опции
- Повышение точности: уменьшает биение и вибрации пруткового материала
- Снижение шума: за счет исключения вибраций
- Универсальность: позволяет обрабатывать прутковые заготовки разных диаметров на одном станке
- Повышение безопасности: уменьшает вероятность повреждения как оборудования, так и заготовок
- Продление срока службы шпиндельного узла: снижает износ внутренних поверхностей шпинделя
Установка и обслуживание данной опции
Установка
- Отключите станок от питания и освободите рабочую зону шпинделя.
- Очистите внутреннюю поверхность шпиндельного отверстия.
- Установите редукционную трубу, проверив плотность ее посадки.
- Закрепите трубу с помощью специальных фиксирующих элементов
Обслуживание
- Регулярно проверяйте состояние внутренней поверхности трубы на наличие износа или повреждений.
- Очищайте трубу после завершения работы, удаляя остатки СОЖ и стружки.
- При обнаружении деформаций замените трубу на новую.
Рекомендации по использованию опции
- Используйте редукционные трубы, совместимые с конкретной моделью вашего станка!!! (в идеале, необходимо заказать данную опцию у производителя)
- Убедитесь, что труба надежно закреплена перед началом работы
- Не превышайте рекомендованные производителем скорости вращения шпинделя для трубы
Заключение
Редукционная труба для шпинделя токарного станка с ЧПУ является незаменимым инструментом при обработке прутков малого диаметра (или диаметра меньше внутреннего диаметра шпиндельного узла). Она улучшает точность (основным образом – за счет снижения вибраций) и расширяет возможности станка по обработке прутков. Простота изготовления, дешевизна, а также простота установки и обслуживания делают эту опцию экономически выгодным решением для повышения производительности и качества обработки.
Если вам нужны редукционные трубы под любые станки и шпиндели - просто напишите нам.