Что такое сращивание древесины по длине? Виды оборудования для сращивания по длине. Особенности технологии и выбор станков

Клееная продукция из дерева может быть получена с использованием всех трех видов склеивания – по длине, ширине и толщине. Для ряда видов продукции, называемой погонажные изделия (доски пола, обшивка, поручни, плинтусы, двутавровая балка БДК-1 и т.п.), а также клееный мебельный щит, клееный домостроительный брус и другие клееные деревянные конструкции, особенно важным является склеивание по длине (сращивание), которое позволяет к тому же наилучшим образом использовать короткомерные и низкосортные пиломатериалы. Для этих целей можно использовать склеивание впритык гладко опиленными торцами, сращивание на ус или на зубчатый шип:
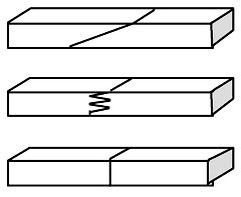
Торцовое соединение впритык дает низкую прочность (10 – 15% от прочности цельной древесины) и применяется как монтажное склеивание или для деталей, не испытывающих эксплуатационных нагрузок. Этой прочности достаточно для перемещения и обработки склеенных деталей на круглопильных и продольно – фрезерных (строгальных) станках.
Возможные области применения соединений впритык – изготовление рамок щитовых дверей, щитовых деталей встроенных шкафов, кухонной мебели и других изделий, где всю нагрузку воспринимает облицовка.
Усовые соединения могут обеспечивать до 100% прочности цельной древесины при изгибе, но требуют повышенного расхода материала, так как длина уса должна составлять 10 – 15 толщин материала. Это не позволяет применять эти соединения для утилизации коротких отрезков досок. Возможно применение усовых соединений при изготовлении авиационных деталей, деталей корпуса деревянных судов, весел, тетив пожарных лестниц и других высоконагруженных деталей, как правило, не содержащих значительных сучков.
Зубчатые соединения (ГОСТ 19414–90) занимают по прочности промежуточное положение между соединениями впритык и усовыми. Профиль зубчатых шипов показан на рисунке ниже
Основные достоинства зубчатых соединений – минимальные потери древесины, технологичность и относительная простота формирования шипов, способность самозаклинивания при действии торцового давления при сращивании и способность сохранять давление вне пресса.
Различают вертикальное зубчатое соединение и горизонтальное. В первом случае шипы зарезают по пласти заготовки и сращивание называют вертикальным, так как шипы ориентированы в вертикальной плоскости. В этом случае влияние крайних шипов, которые несколько отгибаются при запрессовке соединения, на прочность при изгибе оказывается незначительным. Во втором случае зарезка шипов происходит по кромке заготовки, что дает более декоративное (горизонтальное) соединение
Технологический процесс сращивания
Сырьем для сращивания обычно являются короткомерные и низкосортные пиломатериалы влажностью не более 15%. При производстве клееного мебельного щита влажность древесины не должна превышать 6%. В производстве крупномерных изделий, например клееных балок, домостроительного бруса сращиванию подлежат доски большой длины (до 6 м). Минимально допустимая длина обычно составляет от 0,1 до 0,5 м в зависимости от используемого оборудования и качества сырья. Средняя длина может быть очень различной, но обычно колеблется в диапазоне 400-800 мм. Обычно оборудование и линии сращивания, предназначенные только для сращивания короткомерных пиломатериалов, устанавливают максимальную длину заготовок от 150 мм до 1000 мм.
Подготовка сырья к сращиванию заключается в формировании сушильных пакетов и камерной сушке досок. Качество их должно соответствовать требованиям на изделие. Дополнительно следует обращать внимание на то, чтобы в зоне фрезерования не было сучков диаметром более 5 мм, прорости, смоляных кармашков, червоточины и трещин. Сучки, допускаемые в изделии, должны находиться от кончиков шипов не ближе, чем на расстоянии трех диаметров сучков (диаметр измеряется между касательными, перпендикулярными продольной оси отрезка). Заготовки должны быть рассортированы по породам, так как смешение пород в одной клееной детали не допускается. Разница во влажности сращиваемых заготовок не должна превышать 6%. Лучше, чтобы этот показатель не превышал 1% , особенно при сращивании изделий под конструкционные задачи. Заготовки, склеенные по длине при высокой влажности, могут быть в последующем высушены до эксплуатационной влажности по нормальным и мягким режимам.
Клеи, используемые для погонажных изделий, выбираются в соответствии с условиями эксплуатации продукции: для внутреннего использования – поливинилацетатные- ПВА (влажность древесины не более 12%), казеиновые и карбамидные, для наружнего использования – фенольные и фенолорезорциновые.
Технологический процесс изготовления включает следующие операции:
1)Продольный раскрой. Выполняется с целью прирезки досок на заданную ширину. В пакете пиломатериалов после сушки могут быть доски различных ширин, а также доски, содержащие обзол. Поэтому первой операцией должно быть формирование ширины и удаление дефектных участков на прирезных станках. Уменьшение ширины доски может также уменьшить общую покоробленность заготовки. Продольный раскрой может выполнять на прирезных круглопильных станках, многопильных дисковых станках либо на продольно-фрезерных станках с пильным узлом, где за один проход выполняется раскрой и продольное фрезерование с двух или четырех сторон.
2)Продольное фрезерование или вскрытие дефектов.Позволяет создать точную геометрию заготовок, а также увидеть скрытые дефекты дерева. Данная операция повышает качество сращивания и уменьшает дальнейший припуск на обработку. Выполняется на продольно фрезерных станках, четырехсторонних станках. В последнее время многие предприятия объединяют первые две операции в одну, использую продольно-фрезерные станки с пильным узлом.
3)Поперечный раскрой досок. Необходим для вырезки недопустимых дефектов, в том числе и покоробленной части заготовок. Использоваться могут:
- автоматические торцовочные станки с функцией вырезки дефектов по предварительной разметке: PLANEX CFS 100 PRO, PLANEX MASTERCUT 250,
- линии оптимизации: HAMANN OPTICUT 500 ULTRA, HAMANN OPTICUT 300, PLANEX SUPERCUT 200.
- торцовочные станки общего назначения с нижним или верхним расположением торцовочной пилы
На крупных предприятиях имеет смысл использовать современные линии оптимизации, оснащенные микропроцессорной техникой, реагирующей на метки, сделанные специальным мелом (флюоресцентным карандашом) или автоматическим сканером, определяющим пороки и дефекты с 2-х или 4-х сторон. После того как оператор станка или сканер дефектов отметит места вырезки, измерительная станция с
помощью фотодатчика и счетчика импульсов определяет длину доски и фиксирует метки, затем передает всю информацию в компьютер, который может работать по одной из следующих программ:
-соблюдение только заданной спецификации длин;
-получение максимального объемного выхода заготовок без учета их качества;
-получение заготовок оптимального качества;
-получение заготовок максимальной стоимости (каждой заготовке определенного сорта и размера предварительно задается цена);
-раскрой с учетом последующей зарезки зубчатых шипов (несколько увеличивается зона вырезки около сучков с тем, чтобы завиток не попадал в зону шипа).
Подобные линии оптимизации имеют точность позиционирования до 0,1 мм и скорость подачи до 500м/мин.
В тех случаях, когда главным является не внешний вид заготовок, а их прочность (например, для элементов строительных конструкций), можно использовать аналогичные линии с узлом оценки прочности доски и автоматической отметкой слабых мест, которые затем выпиливаются на торцовочном станке.
4)Формирование зубчатых шипов. Осуществляется на шипорезных станках с вертикальным фрезерным узлом.
Данные станки имеют фрезерный суппорт, настраиваемый по высоте, и каретку с ручным, гидравлическим, пневматическим, гидравлическим, электромеханическим или сервоприводом. Зарезать можно горизонтальные или вертикальные шипы. Во втором случае требуется большая высота набора инструмента (не менее ширины заготовки). При этом появляется возможность зарезки шипов в пакете заготовок, торцы которых выравнены по направляющей линейке. После зарезки одного торца оператор станка переворачивает пакет, выравнивает вторые торцы и по вторяет цикл зарезки шипов. При больших объемах сращивания применяются автоматические шипорезные группы, состоящие из двух шипорезных станков. Особенностью настройки шипорезов является то, что необходимо обеспечить смещение профиля шипов на 1/2 шага на правой и левой сторонах заготовки. Также шипорезный станок может оснащаться подрезными пилами для формирования заплечиков, встроенным узлом клеенанесения. Режущим инструментом являются сборные или цельные фрезы, двух- или четырехрезцовые. Наиболее часто используют минишипы с длиной 10 мм.
Ниже представлены самые популярные шипорезные станки для сращивания:
5)Нанесение клея на минишипы. Самый простой вариант - ручное нанесение (окунание). Метод не очень эффективный, имеет повышенный расход клея. Дальше идут клеенаносящие станки с вальцем, повторяющим профиль и шаг шипов и находящийся в ванне с клеем. Для регулирования расхода клея имеется заслонка такого же профиля. Зазор между ней и вальцем устанавливается из расчета расхода клея не менее 400 г/м площади клеевого соединения. Многие современные шипорезные станки оснащены узлом клеенанесения. Линии сращивания фирмы PLANEX и HAMANN предусматривают два способа нанесение клея: методом распыления после формирования шипов на втором торце, при этом клеенаносящий узел расположен непосредственно на шипорезном станке или классический метод нанесения вальцем, который также установлен на втором шипорезном станке. Оба метода имеют свои плюсы и минусы и используются при работе с различными типа клея: PUR полиуретановый, ПВА и другие.
6)Сборка и запрессовка соединения.Проводится в пневматических или гидравлических прессах, обеспечивающих необходимое усилие прессования, которое зависит от длины минишипа. Гидравлические прессы для сращивания более эффективны, способны создавать большее усилие прессования.
При сечении пиломатериалов 50 х 100 мм торцовое усилие при длине шипов 10 мм составит 12 МПа ' 50 ' 100 = 60 000 Н ( 6 тонн).
Технология сращивания предусматривает два варианта получения длинных заготовок:
а) Бесконечный тип сращивания. Запрессовка в бесконечную ленту и отпиливание на заданную длину клееной детали. В этом случае давление запрессовки приходится прикладывать через пласти заготовок. Такой вариант необходим при изготовлении крупногабаритных изделий, например, деталей строительных конструкций, клееного бруса, клееных деревянных балок, стропильные системы. В пресс подаются заготовки с предварительно соединенными зубчатыми шипами, на которые нанесен клей. Когда зубчатое соединение окажется между прижимами в зоне прессования, оператор или автоматическое устройство подает команду на начало цикла прессования. Прижимы зажимают заготовку по обе стороны от соединения, после чего горизонтальные гидроцилиндры, перемещая подвижный прижим, производят индивидуальное прессование соединения. Затем заготовки продвигаются вперед так, чтобы следующее соединение оказалось в зоне прессования, после чего рабочий цикл повторяется. Время выдержки в прессе (не менее 2 секунд) необходимо для выдавливания клея, стабилизации усилий и деформаций. Отверждение клея происходит вне пресса, а надежность самозаклинивания достаточна для механической обработки клееных заготовок сразу после сращивания.
б) Фиксированная длина сращивания. Происходит в два этапа. В первом канале пресса происходит соединение (наживление) заготовок без приложения давления или с небольшой подпрессовкой до получения нужной длины, отпиливание в заданный размер. Во втором канале пресса происходит прессование с приложением торцового усилия к сращенной заготовке (двухстадийная запрессовка). В этом варианте нельзя получить точную длину клееной продукции после пресса, так как число стыков может быть разным и уменьшение длины после выборки всех зазоров будет разным для разных заготовок. При использовании минишипов это не является существенным недостатком. Обычно прессы для сращивания такой конструкции позволяют сращивать изделия длиной до 6500 мм. При оснащении пресса промежуточными датчиками можно одновременно сращивать в одном канале 2 или 3 отпиленных заготовок. Например, пресс для сращивания PLANEX PSK-6000A позволяет сращивать сразу 3 заготовки по 2000 мм или две заготовки по 3000 мм.
Прессы для сращивания второго типа представлены широкой гаммой устройств, содержащих торцовочную пилу, верхний и боковой прижимы и торцовый гидравлический прижим.
1.Сборка соединений с ручным или автоматическим из магазина продвижением материала до упора.
2.Верхний прижим и выравнивание боковым прижимом для получения строгой прямолинейности заготовки.
3.Отпиливание в нужный размер с помощью встроенной нижней пилы и передача заготовки в зону прессования.
4.Обжим заготовки торцовым давлением с выдержкой 2-5 с. Открытие пресса и выталкивание клееной детали на подстопное место.
Автоматическая линия сращивания
Операции формирования шипов, нанесения клея, запрессовки соединения и торцовки на заданную длину объединены в линиях сращивания. Их можно разделить на линии с гибкой связью (станки не связаны между) и линии с жесткой транспортной связью - автоматическая линия сращивания. Кроме того, такие линии могут иметь в своем составе один или два шипорезных станка.
На рисунке показана автоматическая линия сращивания Profi Joint 150-6D ServoDrive. Зарезка вертикальных или вертикальных шипов идет в пакете заготовок, поставленных на кромку или пласть. После торцовки, подрезки заплечиков и зарезки минишипа на первом шипорезном станке, пачка заготовок перемещается ко второму шипорезному станку, где, выравнивается по второму торцу и повторяется цикл зарезки с нанесением клея на шипы. После этого заготовки наживляются и продвигаются вперед до упора. Автоматическая торцовочная пила отпиливает заготовку на нужную длину (3 – 6 м) и сдвигает ее в зону прессования, где выполняется прессование под высоким торцовым давлением в течение нескольких секунд. Завершающей операцией является сталкивание клееной заготовки на подстопное место. Производительность пресса линии сращивания – до 30 м/мин.
Для средних и крупных предприятий имеются линии сращивания с различной степенью механизации и автоматизации работ. Более подробно ознакомиться моделями станков и оборудованием для сращивания можно в нашем каталоге
Телефон: 8-800-2222-850
Наша почта: info@stanki-derevo.ru
Наш сайт: www.stanki-derevo.ru