Данная информация предоставлена в ознакомительных целях и не может повторно размещаться где либо а так же спользоваться в комерческих целях (приобретение выгоды) без согласования с правообладателем.
Всем привет! В этой статье постараемся разобрать что это вообще такое, "опока", для чего используется и каких они бывают видов.
мы стали часто сталкиваться с тем что нужно просто и понятно объяснить нашим клиентам о том чем отличаются перфорированные и не-перфорированные опоки, и для чего они предназначены. Это и подтолкнуло сделать эту статью
Для начала постараемся понять что это такое - "опока"
Вики говорит нам
Опока (приспособление) — в литейном производстве приспособление, служащее для удержания формовочной смеси при её уплотнении.
И тут она права, по сути это труба (часто с перфорацией и фланцем) в которую заливается формомасса для формирования литейной формы. Она удерживает формомассу во время прокалки формы, во время литья удерживает форму в литьевой машине, позволяет создать давление или вакуум во время цикла литья
______________________________________________________________________
Для понимания того, что такое литье по выплавляемым моделям, рекомендуем ознакомиться с нашей предыдущей статьей - https://dzen.ru/a/Y_nU3jkLRTmFQWED
Там мы постарались наиболее полно и доступно описать процесс литья
________________________________________________________________________
По факту выделяется два основных класса опок
- не-перфорированные
- перфорированные
Перфорированные в свою очередь делятся на:
- фланцевые
- бесфланцевые
Разберем по порядку
Не-перфорированная опока
Самый простой вид опоки. Это труба как правило из нержавеющей стали, со снятыми фасками на кромках, внутри и снаружи, не имеющая отверстий в стенках, гуртов и специально созданных неровностей на внутренней поверхности. Она не должна иметь никаких отверстий в стенках, это важно!
Для каких способов литья подходит:
1. Центробежное литье
При таком способе металл заливается в опоку под действием центробежной силы. Воздух из опоки выходит через дно опоки через формомассу, металл в опоку задавливает центробежная сила. Давление металла выдавливает воздух из формы, заполняя все пустоты литейной формы. Чем выше скорость вращения - тем выше давление, чем выше ускорение при вращении тем с большей скоростью металл вливается в опоку
Это один из самых классических способов литья, раньше для этих целей применяли ручные центрифуги (очень подробно описанов книге Э.Бреполя "Ювелирное дело")
2. Вакуумное литье
Такой способ литья предполагает что металл всасывается вакуумом в опоку. Воздух откачивается через дно с помощью вакуумного насоса.
После прокалки формомасса приобретает пористость, через поры воздух прокачивается через форму, во время цикла литья "затягивая" расплавленный металл в опоку (создавай отрицательное давление внутри формы)
Цикл литья проходит так:
1. Металл расплавляется в тигле или печи
2. Разогретая до температуры литья опока устанавливается на вакуумный стакан
3. Включается вакуум, воздух из стакана откачивается до максимально возможного низкого уровня.
4. Разогретый до температуры литья металл заливается в горловину опоки
5. Вакуум в стакане втягивает металл в форму
Вакуум создается с помощью вакуумного насоса, и отводится из стакана по шлангу. На примере выше красным отмечены силиконовые прокладки, позволяющие создать герметичное соединение между опокой, переходной шайбой и самим стаканом. Опока в данном случае позволяет создать плотное соединение между стаканом и самой формой
Голубыми стрелками показано направление движения воздуха, он протягивается из верхней части опоки вниз. По окончании литья вакуум убирается, давление выравнивается и опока снимается со стакана
3. Литье давлением (картофельное)
Этот метод в среде ювелиров принято называть "литье картошкой". Оно активно использовалось когда в моду вошли китайские одноразовые опоки, и металл в них стали заливать используя половину картошки как "источник давления"
Металл расплавляется непосредсвенно в опоке и удерживается над входным отверстием формы с помощью поверхностного натяжения (слева).
Цикл литья проходит так:
1. Нагретая до температуры литья опока ставиться на огнеупорную плиту
2. В нее кладется металл и расплавляется горелкой.
3. Когда металл достигает необходимой температуры литья, сверху его прижимают половиной обычной свежей картофелины.
4. Вода моментально закипает и создает избыточное давление которое отправляет металл прямо внутрь формы.
5. Воздух из опоки выходит через дно, через пространство между опокой и плитой (так как оно не герметично, это не создает никакого препятствия для выхода воздуха)
Таким способом отливают не очень большие изделия, так как сильно ограничен диаметр литника (большой диаметр и большой вес металла не удержится поверхностным натяжением) да и сам металл если хоть чуть чуть начнет кристаллизоваться в литнике до того как его начали задавливать - опока не прольется.
Таким способом можно пролить маленькие детали используя маленькие опоки. Одиночные детали с весом металла до 15-17 грамм и литником около 3 мм. достаточно стабильно проливаются
Умельцы используют не только картошку, но и мокрую бумагу, плотную глину и даже мокрые листы асбеста, у кого что есть под рукой.
Перфорированная опока
Теперь рассмотрим другой класс опок - перфорированные. Нельзя их назвать более профессиональными чем без перфорации. Они нацелены на более крупные размеры елок, количество заливаемого металла и как правило они ближе к промышленному производству. Перфорация в них нужна в первую очередь для увеличения площади контакта формомассы и области низкого давления внутри вакуумного стакана.
Опоки без перфорации предназначены для меньших размеров отливок и для других техник. Не забывайте что и с перфорированными опоками, при нарушении технологии можно получить большой процент брака или низкое качество литья. Как хороший пример - на центробежных машинах получается более плотное литье с меньшим количеством пор, там используют обычные опоки, без перфорации.
Вернемся к перфорированным опокам и рассмотрим их детальней
Фланцевая перфорированная опока
Ее основное свойство - наличие перфорации и фланца и иногда одной-двух перемычек в дне опоки (предотвратить выбивание дна опоки давлением металла и воздуха)
Как уже говорили - такие опоки предназначены больше для серийного производства. В них можно разместить больше моделей, установить их плотнее друг к другу, порой очень плотно и практически перпендикулярно центральному литнику. Здесь металл тянется во все стороны формы, это прощает ряд ошибок при размещении моделей на "елке"
Как показано на рисунке, вакуум отсасывается из стакана, и со всех сторон воздействует на нижнюю часть опоки, вакуум воздействует на опоку со всех сторон и наличие отверстий, увеличивает площадь формомассы через которую может выходить воздух в область с более низким давлением (стакан)
Фланец и силиконовая прокладка позволяет создать герметичное соединение между стаканом и опокой. Из за разницы давлений, атмосферного в верхней части опоки и внутри опоки и стакана, металл вдавливается атмосферным давлением внутрь формы, так же как и всасывается вакуумом внутрь формы. Отверстия в опоке позволяют быстрее откачивать воздух из формы, и быстрее создавать пониженное давление, как следствие с большей силой и скоростью всасывать металл в полости формы.
Здесь цикл такой же как и для обычной неперфорированной опоки при литье вакуумом, с тем отличием что опока не ставиться на "стакан" а вставляется в него, и опирается фланцем на прокладку.
Бесфланцевая перфорированная опока
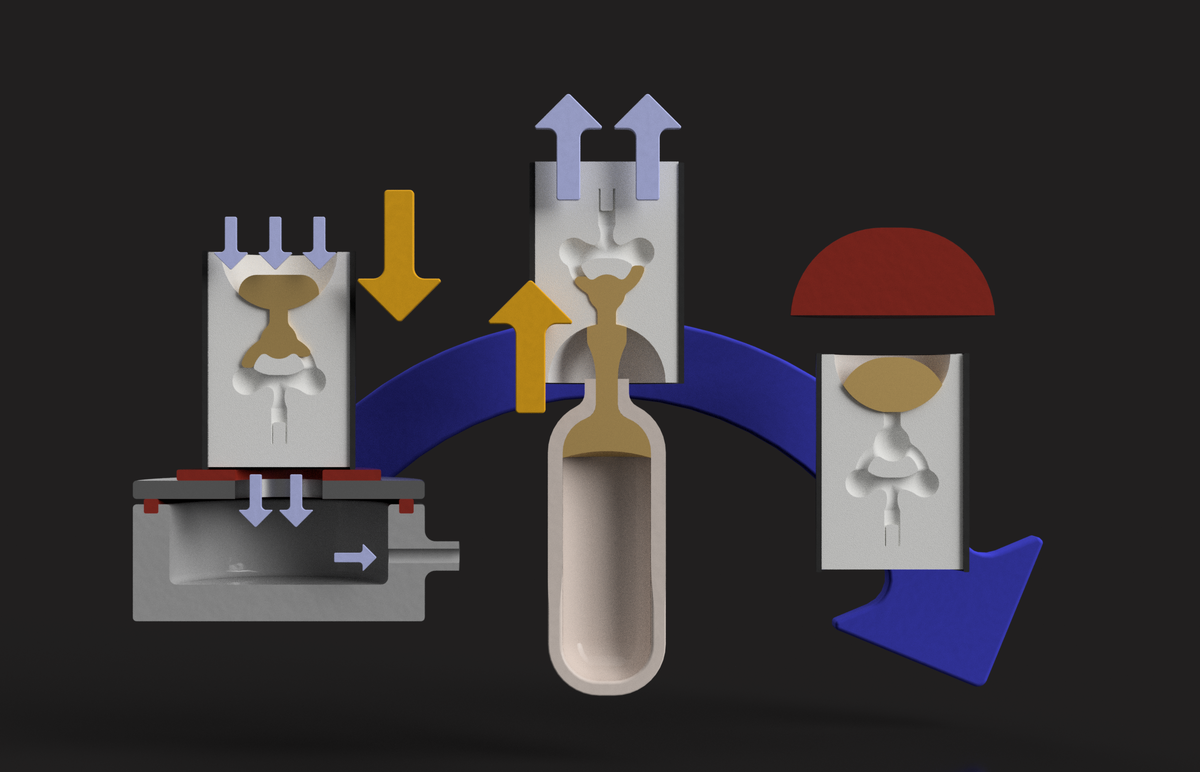
Интересный тип опок, практически не используется в маленьких мастерских, и предназначен для промышленного оборудования (автоматических и полуавтоматических литейных машинах). В них как правило используется донный разлив из тигля и вакуум в сочетании с давлением инертным газом. Схематически можно увидеть на рисунке ниже
Как работает весь процесс в этом случае?
1. Опока прижимается верхней кромкой к прокладке (как правило это графитовая твердая прокладка, отсечена красным).
2. Сверху установлен модуль отвечающий за плавку металла. Это тигельная печь снутри которой находится запорный шток. Подняв его, тигель открывается, опуская шток - тигель закрывается и металл не вытекает. Во время плавки, шток закрывает отверстие, металл не вытекает
3. Когда металл расплавлен подается вакуум к опоке
4. По достижению нужного уровня вакуума, шток открывает отверстие тигля
5. Одновременно с этим подается давление в тигель (если предусмотрено)
6. Металл под действием двух сил направляется в форму
Эффективность данного способа вдвое выше чем при использовании только вакуума, а инертный газ во время плавления и розлива помогает максимально защитить металл от окисления и выгорания.
Итог
В этой статье мы очень очень коротко постарались объяснить основные отличия разных видов опок. Есть и другие виды и другие методы и подходы к литью, более подробно мы их будем разбирать в других статьяях. Это и разновидности центробежных машин, и стоматология, где опоки используютс как формы. Это все большие темы и их стоит разбирать точечно
Как упоминал выше, данная статья несет ознакомительный характер, она не объясняет конструкции конкретных приспособлений и объясняет только принцип.
Данная статья может размещаться на иных ресурсах, с указанием источника статьи, без согласования с правообладателем.
Для использованием в комерческих целях (приобретение выходы), требуется обязательное согласование с правообладателем
по электронной почте - zorin.tools@ya.ru
либо написав нашему менеджеру в telegram - https://t.me/Lab22_info
Подробно опишите потребность и дождитесь ответа, мы отвечаем не сразу, но ответим всем.
Так же мы активно развиваем свое направление ювелирного инструмента и в первую очередь мы производим опоки и башмаки.
В ближайшее время ожидается литейное оборудование и ручной инструмент
Ознакомиться с ассортиментом и приобрести можно здесь:
https://www.ozon.ru/seller/lab-22-2176424/products/?miniapp=seller_2176424
Всем большое спасибо за внимание! Особенно тем кто дочитывает до конца и тем кто действительно хочет разобраться, вы большие молодцы!
Всем неравнодушным к ювелирному делу - творческих успехов и большого вдохновения, и такого опыта чтобы вы не задумываясь над техникой просто создавали шедевры!
До новых встреч!
Команда Lab22