Поверхностная обработка играет важную роль в производительности детали, влияя на ее функциональность, долговечность и эстетику. В этой статье будут представлены основы электрохимической обработки и полировки, преимущества использования этого метода для полировки поверхности, факторы, влияющие на полировку, общие проблемы и устранение неисправностей, а также применение ECM в различных отраслях промышленности.
Введение в отделку поверхности
Отделка поверхности относится к текстуре, шероховатости и общему внешнему виду компонента. Во многих отраслях, таких как аэрокосмическая, медицинская, автомобильная и электронная, требуется гладкая и полированная отделка поверхности, поскольку она улучшает производительность и функциональность компонента. Отделка поверхности влияет на трение, износостойкость, коррозионную стойкость и усталостную долговечность компонентов. Достижение идеальной отделки поверхности требует использования передовых технологий, таких как электрохимическая обработка и полировка.
Электрохимическая обработка (ЭХО):
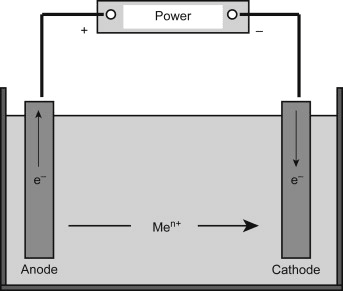
ECM подразумевает использование электролитного раствора, а также инструмента (анода) и заготовки (катода), подключенных к источнику постоянного тока. Когда электрический ток проходит между инструментом и заготовкой через электролит, удаление материала происходит посредством процесса электрохимического растворения.
Качество поверхности, достигаемое с помощью ECM, во многом зависит от состава электролита, приложенного напряжения, плотности тока, геометрии инструмента и параметров обработки, таких как скорость подачи и расстояние между зазорами. Контролируя эти параметры, производители могут достигать различных вариантов качества поверхности — от грубого до тонкого.
В ECM шероховатость поверхности обычно составляет от Ra 0,1 мкм до Ra 10 мкм, что делает ее пригодной для производства прецизионных компонентов с гладкими поверхностями. Однако достижение зеркальной отделки непосредственно через ECM может быть сложной задачей и потребовать последующих этапов полировки.
Электрохимическая полировка:
Электрохимическая полировка — это специализированный процесс, используемый для улучшения качества поверхности металлических деталей путем выборочного удаления неровностей, царапин и заусенцев посредством электрохимического растворения.
В отличие от традиционных методов механической полировки электрохимическая полировка позволяет равномерно сглаживать поверхности, в том числе со сложной геометрией и внутренними особенностями, не внося направленных или микроструктурных изменений.
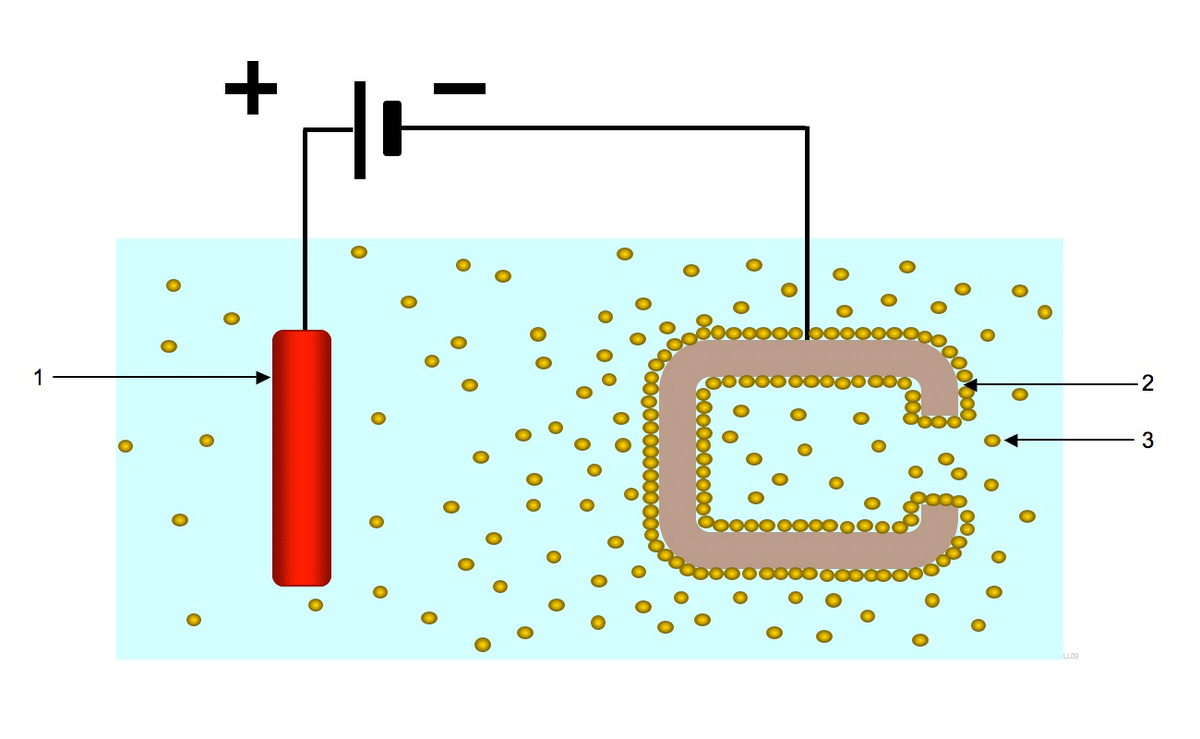
Процесс включает погружение заготовки в раствор электролита и приложение к детали контролируемого электрического тока. При прохождении тока через электролит материал растворяется с поверхности, что приводит к удалению неровностей.
Электрохимическая полировка позволяет достичь значений шероховатости поверхности Ra до 0,01 мкм, что делает ее идеальным методом для получения высококачественных зеркальных покрытий на металлических компонентах, используемых в прецизионных устройствах, таких как оптика, медицинские приборы и компоненты аэрокосмической отрасли.
Преимущества электрохимической обработки и полировки при отделке поверхности
Электрохимическая обработка и полировка имеют ряд преимуществ по сравнению с традиционными методами достижения чистоты поверхности.
Во-первых, это бесконтактный процесс, то есть между инструментом и заготовкой нет физического контакта, что снижает риск износа инструмента.
Во-вторых, этот процесс можно использовать для удаления материала со сложных геометрических форм и из труднодоступных мест, куда трудно добраться традиционными методами.
В-третьих, это быстрый и экономичный процесс, поскольку материал удаляется быстро, что сокращает общее время и стоимость обработки
Факторы, влияющие на качество поверхности при электрохимической обработке и полировке
На качество поверхности, достигаемое посредством электрохимической обработки и полировки, влияют несколько факторов. Первый фактор — тип используемого электролита, поскольку разные электролиты обладают разными свойствами, влияющими на качество поверхности. Второй фактор — плотность тока, поскольку скорость удаления материала прямо пропорциональна плотности тока. Третий фактор — материал анода, поскольку разные материалы обладают различными свойствами, которые влияют на качество поверхности. Четвертый фактор — параметры обработки, такие как напряжение, ток и температура, поскольку эти параметры влияют на скорость удаления материала и качество поверхности.