Прожигание металла во время сварки — это одна из самых распространённых проблем, с которой сталкиваются даже опытные сварщики. Такой дефект может испортить шов, создать слабые соединения или вовсе привести к необходимости начинать работу заново.
Что такое прожигание металла?
Прожигание происходит, когда сварочная дуга перегревает металл, проплавляя его насквозь. Это приводит к образованию отверстий или тонких участков, которые ослабляют конструкцию и портят внешний вид шва.
Основные причины прожигания металла
- Слишком высокая сила тока
Одной из главных причин является неправильная настройка сварочного аппарата. Слишком высокий ток создаёт избыточное тепловложение, из-за чего металл проплавляется глубже, чем нужно. - Неподходящий диаметр электрода
Если диаметр электрода слишком велик для толщины металла, он выделяет больше тепла, чем может выдержать материал. - Неправильная скорость сварки
Слишком медленное движение электрода задерживает дугу в одной точке, что приводит к перегреву. - Неподготовленная поверхность металла
Неровности или загрязнения на металле могут сосредоточить тепло в одном месте, увеличивая риск прожига. - Неправильный угол наклона электрода
Если угол электрода слишком острый, дуга направляется на узкую часть металла, что повышает риск прожигания.
Как избежать прожигания металла?
1. Правильно настроить сварочный аппарат
- уменьшить силу тока, если металл начинает перегреваться;
- использовать обратную полярность. Она позволяет не прожигать тонкий металл, так как сварочный шов получается широким, а проплавление неглубоким;
- подбирать значение тока в зависимости от толщины металла и диаметра электрода.
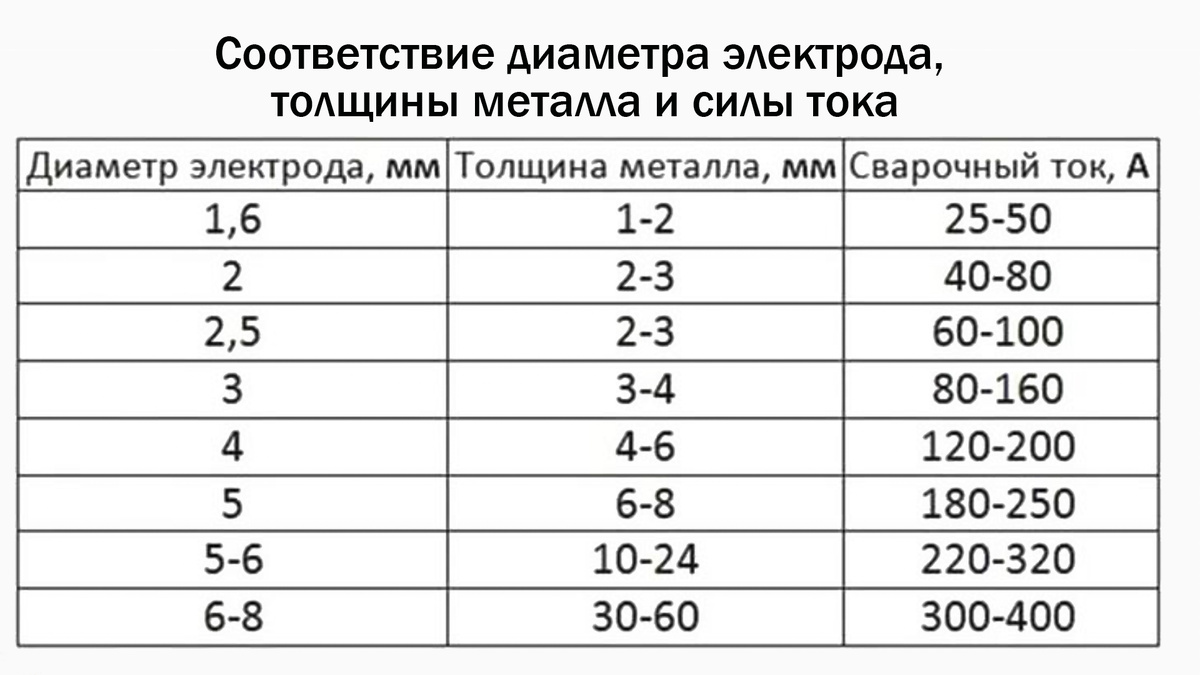
2. Выбирать подходящий диаметр электрода
- для тонких металлов использовать электроды диаметром 2–2,5 мм;
- для более толстых металлов — 3–4 мм.
3. Контролировать скорость сварки
- двигать электрод равномерно и не задерживаться в одной точке;
- вести шов прерывистой дугой. Например, проварить 5 мм и убрать кончик электрода из сварочной ванны на секунду. Затем снова возбудить дугу и проварить 5 мм. Это замедляет процесс, но даёт остыть наплавленному металлу;
- для новичков полезно потренироваться на ненужных заготовках, чтобы понять оптимальную скорость.
4. Подготовить поверхность металла
- очистить металл от ржавчины, краски и загрязнений перед сваркой;
- убедиться, что поверхность ровная, чтобы распределение тепла было равномерным.
5. Соблюдать угол наклона электрода
- оптимальный угол наклона электрода к изделию — 30-45°. При работе под прямым углом прогрев увеличивается, растет вероятность прожогов;
- чтобы снизить тепловложение в сварочную ванну и уменьшить глубину проплавления, при сварке тонкостенных заготовок работают углом вперед;
- углом назад электрод ведут, если варят по вертикали сверху вниз.
6. Следить за длиной дуги
- при короткой дуге получается более глубокое проплавление. Укорочение дуги способствует получению плотных швов и уменьшению разбрызгивания;
- при сварке длинной дугой сильно повышается вероятность образования пор в металле шва, а также содержание азота и кислорода в металле шва.
Выбор длины дуги зависит от конкретных условий сварки и требований к качеству шва. Слишком длинная дуга увеличивает тепловое воздействие, а слишком короткая может вызвать залипание электрода. Оптимальное расстояние — 2–3 мм от поверхности.
Заключение
Прожигание металла при сварке — это результат неправильных настроек, неподходящих материалов или ошибок в технике. Чтобы избежать этой проблемы:
- настраивать ток в соответствии с толщиной металла;
- контролировать скорость сварки;
- подбирать правильный диаметр электрода;
- двигать электрод равномерно, следить за углом наклона и длиной дуги.
Следуя этим рекомендациям, вы сможете не только избежать прожигания, но и улучшить качество сварных швов.