В группе аддитивных технологий «синтез на подложке» (PBF) в настоящее время используются три варианта источника энергии – лазерный луч, электронный луч (поток электронов), ИК-лампы.
Напомню, что по этой технологии происходит послойное выборочное спекание/сплавление порошка под воздействием источника энергии:
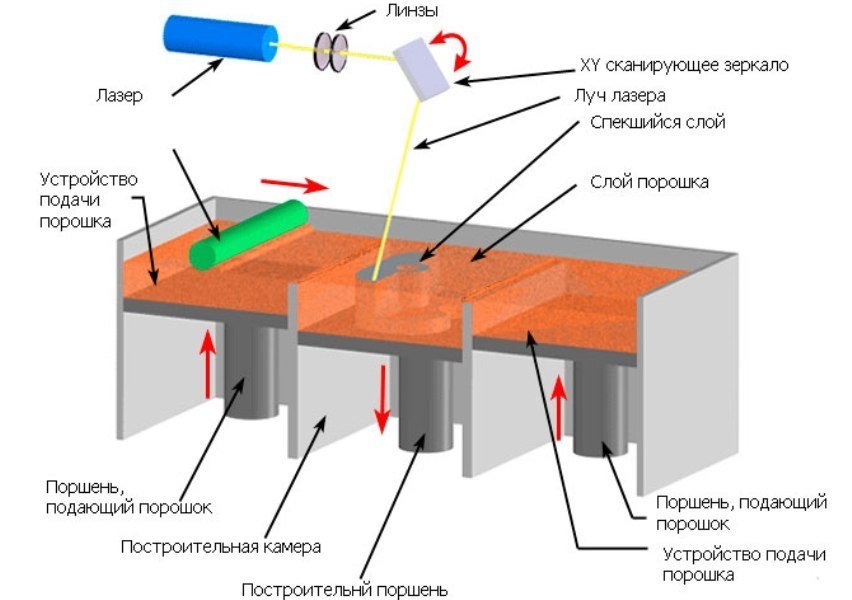
При использовании этой группы аддитивных технологий наносится слой порошка, потом выборочно, в соответствии с сечением выращиваемой детали, нагревается ИК-лампами, лазерным или электронным лучом, что вызывает спекание порошка. После чего наносится следующий слой, и цикл повторяется. Термин «спекание» применяется, если спекание происходит без образования жидкой фазы, «сплавление»/«плавление» - если спекание происходит с образованием жидкой фазы спекаемого материала. Подробнее – здесь.
Сейчас почти у каждого дома есть микроволновая печь, и, естественно возникает вопрос о возможности использования СВЧ-излучения для спекания порошка. Под СВЧ-излучением далее будут подразумеваться электромагнитные волны частотой от 1ГГц до 10 ТГц (300мм…30мкм). Нагреть металлический или некоторые виды керамического порошка СВЧ-излучением до температуры спекания – вполне возможно. Весь вопрос в том, как обеспечить выборочное спекание в соответствии с сечением детали.
Первое, что приходит в голову – это использовать резонатор-волновод, которые фокусирует СВЧ-излучение в небольшом пространстве и перемещать его:
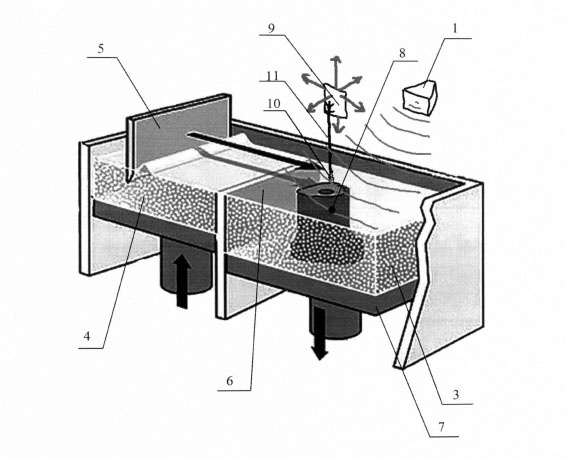
На рисунке: 1 - источник СВЧ-излучения, 3 - порошок в бункере построения, 4 - порошок в бункере исходного материала, 5 - подвижный ракель (рекоутер), 6 - сформированный слой порошка, 7 - подвижное дно, 8 - выращиваемая деталь, 9 - резонатор-волновод, 10 - спекание порошка, 11 - сфокусированное СВЧ излучение
В случае использования СВЧ-излучения субмикронного диапазона (1000…30 мкм – 0,3…10 ТГц) возможно использование сканирующих систем из специальных зеркал:
Но можно использовать лазерно-индуцированный СВЧ-пробой газа между частицами порошка.
В этом случае не требуется фокусировка СВЧ-излучения – достаточно «заполнить» камеру построения несфокусированным СВЧ-излучением – энергия излучения будет концентрироваться и выделяться именно в месте СВЧ-пробоя. Для индицирования СВЧ-пробоя подходят любые лазеры, обеспечивающие необходимую мощность в импульсе, но лучше всего использовать коротковолновые УФ-лазеры – например KrF с длиной волны 248 нм. СВЧ-излучение в данном случае можно использовать миллиметрового диапазона, получаемого при помощи сравнительно дешевых магнетронов.
В этом случае установка будет выглядеть аналогично SLS или SLM 3D-принтеру:
На рисунке: 1 - источник СВЧ-излучения, 3 - порошок в бункере построения, 4 - порошок в бункере исходного материала, 5 - подвижный ракель (рекоутер), 6 - сформированный слой порошка, 7 - подвижное дно, 8 - выращиваемая деталь,, 9 - механизм перемещения лазера, 10,11 - лазерный луч, 12 - лазер, 13 - подвижные зеркала (сканирующая система), 14 - фокусирующая система
Все, что я перечислил – на текущий момент даже не планы – просто российские патенты, которые, возможно, никогда не буду внедрены в жизнь. Единственное, что есть в «металле» - стальная проволочка диаметром 0,5мм, спеченная из порошка при помощи СВЧ-излучения на прототипе установки.
Плюс есть еще безумные планы по «голографической» фокусировке СВЧ-излучения, что позволит спекать модель не послойно, а сразу же, во всем объеме. Но об этом – как нибудь в следующий раз.