Термическая обработка деталей для модели самолета
Моделисту часто приходится сталкиваться с необходимостью повысить прочность и твердость материала, инструмента готового изделия или, наоборот, сделать материал более мягким, легче поддающимся обработке. Этого можно достичь термической обработкой.
Оглавление. Технология изготовления авиационных беспилотных моделей
В этом разделе приводятся основные указания по термической обработке металлов, которым моделист должен следовать в своей работе.
Чаще всего моделисту приходится термически обрабатывать сталь, дуралюмин и латунь.
Термическая обработка стали разделяется на закалку, отпуск и отжиг.
Закалка стали применяется для повышения ее твердости. Мягкие малоуглеродистые стали и железо не изменяют механических качеств при закалке, углеродистые и инструментальные стали увеличивают свою твердость при закалке в 3—4 раза.
Процесс закалки состоит в нагревании стали примерно до температуры 820° С и в быстром охлаждении в масле или воде (табл. 9).
Для определения температуры нагрева пользуются специальными приборами — пирометрами. При отсутствии пирометра пользуются менее точным, но зато более простым методом, определяя степень нагрева по цвету каления (фиг. 123).
В закаленном состоянии сталь обладает значительной твердостью и вместе с тем хрупкостью.
Для придания стали вязкости производится так называемый отпуск стали (табл. 10) путем ее нагрева после закалки до 220—300° С и быстрого охлаждения в воде или масле. При этом твердость стали несколько уменьшается, но структура ее изменяется и сталь становится более вязкой. Меняя температуру отпуска, можно получить желаемые механические свойства.
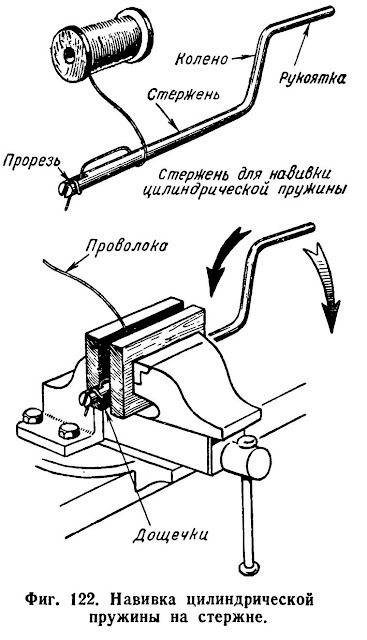
Фиг. 122. Навивка цилиндрической пружины на стержне.
Для определения температуры отпуска пользуются свойствами стали окисляться при нагреве. При нагреве стали на воздухе ее поверхность окрашивается в различные цвета, называемые цветами побежалости. Каждый цвет побежалости соответствует.
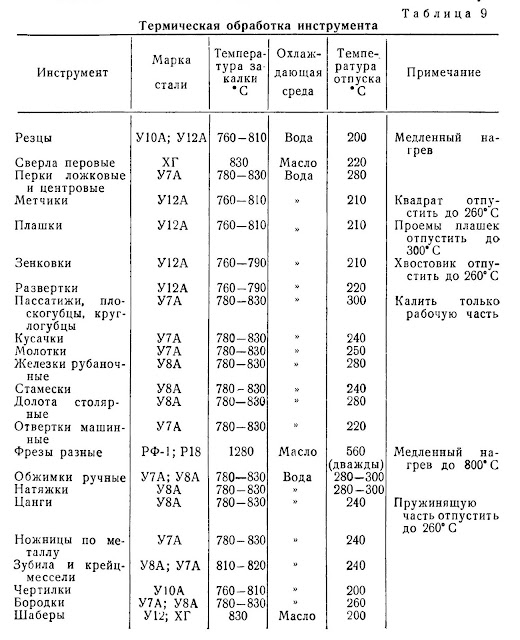
Таблица 9 Термическая обработка инструмента
вполне определенной температуре и может служить для определения степени нагрева при отпуске стали (фиг. 124).
Фиг. 124. Цвета побежалости стали.
Таблица 10 Температуры отпуска и цвета побежалости различного инструмента после закалки
Отпуск выполняется следующим образом: закаленную деталь, покрытую слоем окалины, зачищают до блеска шкуркой и кладут на песок, насыпанный в металлическую плоскую коробку. Песок вместе с коробкой медленно нагревают и ждут появления на поверхности детали нужного цвета побежалости, соответствующего определенной температуре отпуска. Сначала поверхность стали окрасится в бледножелтый цвет, который по мере нагревания песка перейдет в желтый, коричневый и т. д. Так, например, пружины отпускают до фиолетового цвета, инструмент, требующий по сравнению с пружиной большей твердости, обычно отпускают до соломенно-желтого цвета.
Оглавление. Технология изготовления авиационных беспилотных моделей
Когда температура нагрева для отпуска будет достаточной, что контролируется появлением нужного цвета побежалости, деталь берут пинцетом или щипцами и быстро охлаждают в воде или масле. Степень отпуска пробуют на краю детали бархатным надфилем. Чем мягче отпущенная деталь, тем легче ее «берет» надфиль. По закаленной и не отпущенной детали надфиль скользит, как по стеклу.
Отжиг стали служит для выполнения задачи, обратной закалке. В тех случаях, когда закаленную деталь требуется обрабатывать режущим инструментом, необходимо произвести ее отжиг. Отжиг стали заключается в нагревании ее до температуры 800— 900° С с последующим медленным охлаждением. После отжига сталь легко поддается обработке.
Железо отжигается таким же способом, как и сталь. Отжиг железа необходим в тех случаях, когда железо, полученное после прокатки, имеет повышенную твердость (в результате нагартовки материала), а для изготовления деталей требуется повышенная вязкость (например, при штамповке, вытяжке и т. п.).
Термическая обработка дуралюмина. заключается в закалке и отжиге.
Дуралюмин обладает способностью изменять свои механические качества в зависимости от теплового режима обработки.
Закалка дуралюмина или, как иначе называют, «облагораживание» применяется для повышения его прочности. Процесс закалки состоит в нагреве до температуры 500—540° С, выдерживании в нагретом состоянии (время выдержки, зависящее от толщины материала, приведено в табл. 11) и охлаждении в воде.
Таблица 11
Закалка дуралюмина отличается от закалки стали тем, что сталь повышает свою твердость немедленно, а дуралюмин постепенно: в течение 3—4 дней при комнатной температуре. Этот процесс нарастания твердости носит название «старения».
Сразу после закалки дуралюмин становится пластичным, легко гнется и хорошо поддается выколотке. С течением времени он увеличивает свою твердость, но теряет пластичность и не выдерживает даже двукратных перегибов.
Отжиг дуралюмина придает ему постоянную пластичность. Отжиг состоит в нагревании до температуры 360° С, выдержке при этой температуре и охлаждении в воде или на воздухе. После отжига дуралюмин становится мягким, может выдерживать глубокие выколотки и давление. Прочность отожженного дуралюмина почти вдвое ниже, чем закаленного.
Для приблизительного определения температуры нагрева при отжиге водят деревянной лучинкой по нагретой поверхности металла. При достижении температуры отжига лучинка начинает обугливаться и оставляет темный след. Второй способ определения температуры отжига состоит в том, что поверхность металла смазывают тонким слоем минерального масла и постепенно нагревают. При температуре, близкой к 300° С, масло потемнеет, а при дальнейшем повышении температуры до температуры отжига — постепенно исчезнет.
Термическая обработка латуни заключается только в отжиге. При обработке давлением или выколачивании деталей из латуни желательно повысить ее пластичность. Для этой цели латунь нагревают до температуры более 500° С и дают остыть на воздухе. После отжига латунь становится мягкой и легко гнется и выколачивается. При дальнейшей обработке давлением, прокатыванием и выколачиванием латунь снова нагартовывается и становится жесткой. В этом случае производят повторный отжиг. При глубоких вытяжках, чтобы избежать образования трещин, латунь приходится отжигать несколько раз.
Разметочный и контрольной измерительный инструмент
Разметочная плита (фиг. 125). Разметку и контроль размеров деталей удобнее всего выполнять на чугунной плите с точно обработанной, обычно шабренной поверхностью. Мелкие детали можно размечать на куске толстого зеркального стекла.
Разметочные призмы (фиг. 126) применяются при разметке цилиндрических деталей. Плоскости призмы прошлифованы и выверены. Цилиндрические детали, уложенные в треугольную канавку призмы, занимают устойчивое горизонтальное положение. Такие же призмы применяют в качестве подставок, поддерживающих цилиндрические детали при сверловке.
Фиг. 125. Разметочная плита.
Рейсмас (фиг. 127) состоит из подставки, стойки, хомутика, чертилки и регулятора и служит для разметки линий, параллельных плоскости разметочной плиты. Кроме того, треугольная канавка в подставке рейсмаса дает возможность ставить рейсмас на цилиндрические детали.
Чертилка (фиг. 128) представляет собой кусок стальной проволоки с закаленным остро заточенным концом. Применяется для нанесения линий — рисок на металлических поверхностях.
Кернер (фиг. 129)—стержень с закаленным заточенным под 60° коническим концом служит для накернивания центров отверстий перед сверлением и точек на линиях разметки для лучшей их видимости. Кернение производят ударами молотка по кернеру.
Фиг. 126. Разметочная призма.
Фиг. 127. Рейсмас.
Циркуль (фиг. 130) служит для нанесения окружностей.
Угольник слесарный (фиг. 131) служит для проверки прямых углов.
Более точно изготовленный каленый угольник носит название лекального.
Фиг. 128. Чертилка.
Фиг. 129. Кернер.
Щуп — набор пластин толщиной от 0,05 до 1 мм; служит для определения величин зазоров (фиг. 132).
Штангенциркуль с глубиномером является точным измерительным инструментом (фиг. 133). Обычным штангенциркулем можно измерять внешние и внутренние размеры с точностью до 0,1 мм, более точные штангенциркули дают возможность измерять с точностью до 0,02 мм.
Оглавление. Технология изготовления авиационных беспилотных моделей
Микрометр — точный измерительный инструмент, применяемый для измерений с точностью до 0,01 мм (фиг. 134).
Универсальный слесарный угломер (фиг. 135) служит для точного измерения углов (точность измерения 2') и состоит из неподвижного лимба с линейкой и поворотного диска с нониусом и подвижной линейкой.
Фиг. 130. Циркуль.
Фиг. 134. Микрометр
Приемы измерения углов различных деталей таким угломером показаны на фиг. 136.
Оглавление. Технология изготовления авиационных беспилотных моделей
Конструкция анкерного болта видео