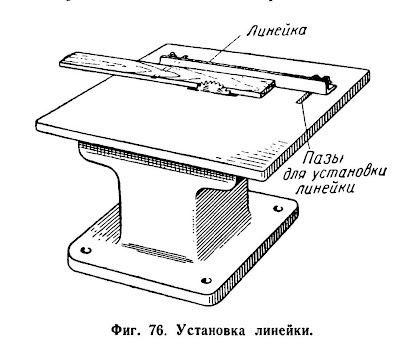
Как устанавливать линейки в пазы
Фиг. 76. Установка линейки.
Скользящей в пазу стола, и поворотной линейки с зажимным болтом (фиг. 77). Для того чтобы распиливаемая рейка не сдвинулась в сторону, ее нужно левой рукой прижать к линейке, а правой подавать толкатель вперед. Для распиловки под углом нужно линейку установить на нужный угол и закрепить зажимным болтом.
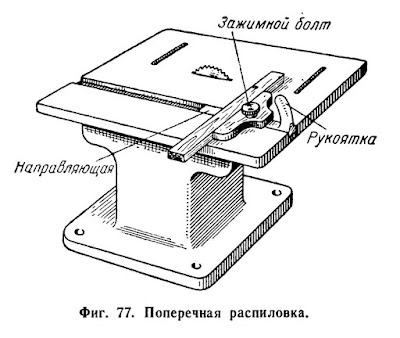
Фиг. 77. Поперечная распиловка.
Предупреждение. Наладку, исправление и уборку станка производить только после полной его остановки.
Во избежание попадания щепок и опилок в глаза во время работы рекомендуется пользоваться предохранительными очками-
Работа дисковой пилы с неразведенными или плохо заточенными зубьями не только мало производительна и не обеспечивает высокого качества распила, но и опасна, так как диск может заклиниться; при этом бывают случаи выбрасывания распиливаемой детали в сторону работающего. Кроме того, при плохой заправке пила перегревается, может деформироваться и лопнуть.
Фиг. 78. Ленточная пила.
При установке диска на вал надо проверять заточку и целость диска: нет ли трещин или отломанных зубьев. Затем нужно поставить шайбы и завернуть от руки гайку; застопорив диск пилы при помощи чурки, окончательно дотянуть гайку гаечным ключом. После этого, провернув пилу от руки, убедиться в том, что диск не бьет, опустить ограждение, подключить ток и произвести пробное включение станка и распиловку.
Ленточная пила (фиг. 78) состоит из станины, ведущего и поддерживающего шкивов и пильного полотна в виде бесконечной ленты. Натяжение полотна регулируется натяжным приспособлением.
Ленточные пилы выпускаются различных размеров и снабжаются полотнами различной ширины. Эти пилы обладают высокой производительностью и применяются для обработки фасонных контуров (фиг. 79).
Заточка полотна ленточной пилы производится так же, как и универсальной пилы. Для образования замкнутой ленты концы пильного полотна соединяются при помощи пайки твердым припоем.
При ремонте оборванного полотна его также спаивают.
Пайка ленточных пил в заводских условиях производится на специальном электрическом сварочном аппарате.
Фиг. 79. Выпиливание заготовки винта на ленточной пиле.
В условиях небольших мастерских пайку пил можно успешно делать при помощи специальных клещей (фиг. 80).
Процесс пайки при этом можно рекомендовать следующий.
Место пайки (стыка пилы) сводят на «ус», затем, вырезав по ширине пилы полоску латуни толщиной 0,3—0,4 мм, смачивают водой, посыпают порошком буры (бура служит флюсом, предохраняющим место пайки от окисления при нагреве) и закладывают между спаиваемыми поверхностями. Тем временем массивные губки клещей нагревают в горне или автогенной горелкой до светлокрасного цвета (800—1000° С). Клещи накладывают на место пайки и сжимают.
Раскаленные массивные губки клещей отдают тепло пиле и она быстро нагревается до температуры самих губок. Латунь и бура плавятся и, растекаясь по месту стыка, образуют надежное соединение.
Дав ленте остынуть в зажатом состоянии до тех пор, пока латунь станет твердой, клещи снимают, а место пайки протирают мокрой тряпкой для того, чтобы оно восстановило твердость,
утраченную при нагреве (подкалилось). При этом надо добиваться того, чтобы жесткость места спайки была такой же, как и жесткость остальной части пилы. Если место стыка после охлаждения получилось слишком твердым, его надо еще раз подогреть клещами до появления соломенного цвета побежалости и дать постепенно остынуть; если оно получилось слишком мягким, то клещи следует нагреть докрасна, прогреть ими место спайки и затем место стыка охладить более резко.
Фиг. 80. Паяние ленточной пилы при помощи клещей.
Во время пайки нужно следить за тем, чтобы клещи не припаялись к ленте пилы. Для этого их губки перед нагревом смазывают раствором жидкого стекла с мелом.
Установка полотна на ленточную пилу производится следующим образом: полотно надевают на верхний и нижний диски и натягивают при помощи специальной рукоятки, затем, вращая верхний диск, проверяют правильность прохождения полотна по дискам и упорным роликам. В случае необходимости производят регулировку имеющимися на станке устройствами. После этого на короткий срок включают станок и, если необходимо, проводят дополнительную регулировку.
Нужно следить за тем, чтобы во время работы было поставлено ограждение пилы и закрыты кожухи дисков.
Оглавление. Технология изготовления авиационных беспилотных моделей
Как использовать трешхолд металлоискателя на пляже