Металлы и обработка для постройки модели самолета
При изготовлении современных моделей невозможно обойтись без металлических деталей. Везде, где требуется повышенная прочность и упругость или где небольшие габариты не позволяют получить детали нужной прочности из неметаллических материалов, применяются различные металлы, чаще всего сталь и дуралюмин.
Оглавление. Технология изготовления авиационных беспилотных моделей
Моделистами сделано много попыток создать некоторые части моделей целиком из металла, используя тонкий листовой дуралюмин, электрон и сталь, но обычно количество металлических деталей в моделях невелико и зависит от конструкции и назначения модели.
Небольшие декоративные модели, выполняющие роль наглядных пособий, могут быть успешно сделаны цельнометаллическими.
Здесь описаны свойства наиболее часто применяемых металлов, инструмент для их обработки и некоторые наиболее употребительные приемы работы.
В модельном деле нашли применение следующие металлы и сплавы:
1) конструкционные и инструментальные стали;
2) сплавы меди (латуни и бронзы);
3) сплавы алюминия и магния;
4) металлы и сплавы, служащие припоями для соединения металлических изделий.
Характеристики наиболее употребительных в модельном деле металлов приведены в табл. 5.
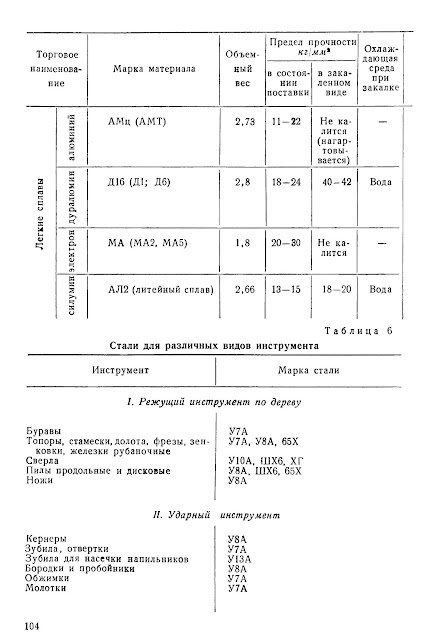
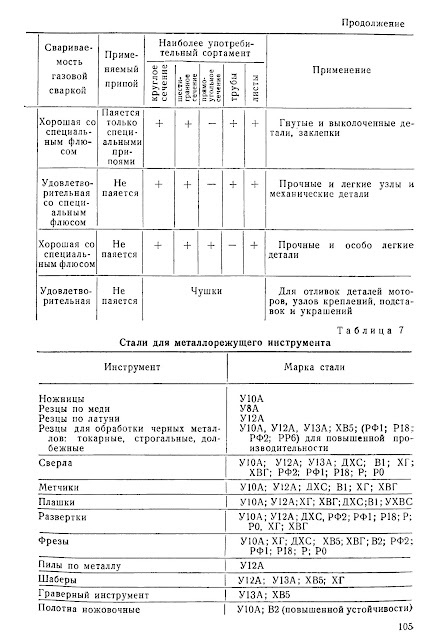
В табл. 6 и 7 даны марки стали для различного инструмента.
Распространенным материалом для деталей летающих моделей является стальная проволока. Из проволоки делают крепления крыльев, шасси, пружины, валы винтов и многие другие детали (фиг. 120). Лучшей для этих целей является рояльная или авиационная проволока марки ОВС (особо высокого сопротивления) и ВС (высокого сопротивления). Механические свойства этой проволоки зависят от ее диаметра (табл. 8). Проволока этих марок выпускается диаметром до 5 мм и в большинстве случаев (кроме пружин) не требует дополнительной термической обработки.
Оглавление. Технология изготовления авиационных беспилотных моделей
При изготовлении деталей из проволоки ОВС надо помнить, что минимальный радиус загиба равен двум диаметрам проволоки.
Фиг. 120. Детали модели, сделанные из стальной проволоки.
Число перегибов зависит от диаметра проволоки и составляет от 3 до 40. Большее число перегибов приводит к образованию продольных трещин и потере прочности проволоки. Прочность проволоки снижается также в конструкциях, где соединение выполнено при помощи пайки. Примером может служить пайка шасси бензомоторной модели (фиг. 121). Для большей прочности место стыка подкосов со стойкой шасси обматывают тонкой медной проволокой и пропаивают оловом. При этом проволока в месте пайки нагревается и теряет прочность. Для того чтобы не ослабить прочности стойки, сразу же после пайки еще не остывшее место охлаждают водой.
Паяние стальной проволоки твердыми медными и серебряными припоями возможно» но требует последующей термической обработки И Не может быть рекомендовано.
Фиг. 121. Передняя стойка шасси, выполненная из проволоки.
Таблица 8
Проволока ВС и ОВС может быть соответственно заменена проволоками П (повышенной прочности) и В (высокопрочной).
Предел прочности и разрывающее усилие их больше на 10—15%.
Особое место среди изделий из проволоки ВС или ОВС занимают цилиндрические витые пружины.
Навивку пружин удобно и просто можно вести на стержне, изображенном на фиг. 122.
В прорезь на конце стержня надо вставить проволоку и закрепить ее, завернув вокруг прорези, затем обернуть 1—2 раза проволоку вокруг стержня, как показано на фигуре. Стержень после этого зажимают в тисках между двумя дощечками и вращают рукоятку. Стержень, вжатый в дерево, начинает втягивать свободный конец проволоки, витки которой укладываются плотно друг к другу.
Сделав нужное количество витков, разжимают тиски; при этом надо быть осторожным, так как освободившаяся пружина повернет несколько раз рукоятку стержня в обратном направлении. При освобождении пружины число витков ее уменьшится, а диаметр увеличится, поэтому при выборе стержня следует диаметр его подбирать так, чтобы он был меньше необходимого внутреннего диаметра пружины. Величина диаметра стержня подбирается практически.
Второй способ навивки пружин на токарных станках более сложен и применяется для навивки сильных пружин из проволоки диаметром более 3 мм.
После навивки пружину нужно отпустить. Температура отпуска 260—300°С (нагрев в масле); продолжительность выдержки при отпуске 5 мин. на каждый миллиметр диаметра проволоки.
Оглавление. Технология изготовления авиационных беспилотных моделей
Как сделать простой декоративный габион видео