Многие читатели пишут в комментариях или присылают сообщения на почту, в которых просят в подробностях рассказать о процессе изготовления какой-нибудь детали на фрезерном ЧПУ-станке. Наверное, настало время.
Сейчас станок можно купить на любой вкус и цвет. Можно собрать самому, как это делаю я. А вот информации о том, как на нем работать и как его использовать не так уж и много.
Постараюсь хотя бы немного заполнить этот пробел и рассказать о том, как я изготавливаю конструктивные элементы, которые мне необходимы для творчества, в своей мастерской.
Будем считать, что станок у вас уже есть и осталось понять, как в него загрузить рабочий файл и отфрезеровать что-нибудь полезное.
Прежде, чем начать, хочу сделать небольшую оговорку. В мире существует огромное количество различных программ, которые используются "ЧПУ-шниками", у всех свои предпочтения и вкусы, поэтому моя версия изготовления деталей - это не более, чем один из многих возможных путей, который может привести вас к положительному результату, но он далеко не единственный.
Этап 1. Проектирование детали.
Сначала я проектирую деталь, которую необходимо изготовить. Пользуюсь российской программой КОМПАС-3D от компании АСКОН. Для меня эта программа удобная и понятная, но никто не мешает использовать и альтернативное ПО, например, AutoCad, SolidWorks, Autodesk Inventor или что-то еще.
Допустим, необходимо изготовить переднюю панель для предусилителя с крепежными отверстиями и отверстиями под регулятор громкости типа ALPS RK27. Нормальная практическая задача малой сложности - идеально подходит для описания технологии изготовления детали на фрезерном ЧПУ.
Размеры на эскизе можно не проставлять, главное, чтобы при моделировании они соответствовали тому, что вы хотите получить в конечном итоге. Как только вы закончили с проектированием детали - можно переходить ко второму этапу (подготовка файла контуров).
Этап 2. Подготовка файла контуров
На этом этапе необходимо избавиться от всех лишних линий, которые не будут задействованы при фрезеровке. Речь идет о вспомогательных линиях, о осевых линиях и т.п. Необходимо оставить только векторные линии контуров, вдоль которых будет работать фреза. Поэтому, я просто копирую исходный файл, подготовленный на этапе проектирования детали, и удаляю из него все лишнее.
Также необходимо убедиться, где находится нулевая точка отсчета!
Это важно! Поскольку если этого не сделать, то потом будут проблемы с позиционированием заготовки на рабочем поле ЧПУ-станка. Обычно при начальном проектировании детали нулевая точка стоит строго по центру детали, нам же для фрезеровки удобнее перенести ее в крайний нижний левый угол!
Большинство программ, с которыми приходится работать на ЧПУ, де-факто используют файлы с расширением *.dxf от программы AutoCad, поэтому мы сохраняем наш подготовленный файл с расширением *.frw в файл с расширением *.dxf, программа КОМПАС-3D позволяет это сделать без каких-либо трудностей.
Если вам изначально удобно работать в программе AutoCad, то никаких дополнительных преобразований делать не придется.
Этап 3. Подготовка файла фрезеровки
Для подготовки файла фрезеровки я использую программу VCarve Pro от компании Vectric.
Открываем ранее подготовленный файл *.dxf
и выставляем правильные исходные параметры:
- в первую очередь необходимо выбрать единицы измерений - mm;
- убедиться, что размеры заготовки (длина и ширина) соответствуют действительности (в нашем случае это 130 и 50 мм);
- установить толщину панели, которую мы будем фрезеровать, в нашем случае это 2 мм;
- выбрать нулевую точку по высоте - выбирается верхний угол, так как фрезеровка будет идти вниз в сторону отрицательных значений;
- выбрать нулевую точку для размещения заготовки (нижний левый угол).
Нажимаем кнопку "ОК" и получаем доступ ко всевозможным параметрам программы.
Этап 4. Подготовка режущего инструмента
База режущего инструмента находится на закладке Toolpaths --> Tool Database.
Не буду вдаваться в подробности разнообразия фрез для ЧПУ, но придется со временем разобраться, что такое гравер, концевая фреза, коническая фреза, где у нее рабочая часть и много-много других параметров.
Наша задача создать режущий инструмент (фрезу) с реальными геометрическими размерами и актуальными режимами резания!
Каждый станок индивидуален, имеет разные режимы работы, жесткость и метрологическую точность. То же самое касается и фрез - универсальных параметров нет! Существуют некоторые общие рекомендации, например, нельзя нагружать фрезу во время резания на величину более чем 30% от ее диаметра. Т.е. если мы, допустим, работаем с фрезой диаметром 6 мм, то не рекомендуется снимать за один проход слой материала более чем 1.8 мм.
Сейчас мы рассматриваем 2D-фрезеровку по контуру, поэтому работать я буду концевой фрезой диаметром 2 мм.
Небольшое пояснение по параметрам концевой фрезы:
- единицы измерения параметров (выбираем mm и mm/sec);
- название фрезы (Name) - можете дать любое, главное, чтобы по нему вы могли найти и выбрать нужный инструмент (фрезу);
- тип фрезы (Tool Type) - концевая фреза;
- диаметр фрезы (Diameter(D)) - диаметр фрезы, записываем сюда реальный диаметр фрезы, измеренный штангенциркулем. Если у диаметра фрезы будут отклонения от реального размера, то получить деталь правильных геометрических размеров не получится. Обращаем на это особое внимание.
Устанавливаем режимы работы концевой фрезы:
Тут следует понимать, что в домашней мастерской не серийное производство и лучше установить более щадящие параметры и потратить на работу станка больше времени, чем попытать выполнить работу быстрее и при этом повредить механизмы станка, деталь или фрезу.
- глубина погружения фрезы (Pass Depth) - я снимаю при фрезеровке слой материала в 0,5 мм, панель толщиной 2 мм обрабатывается за 4 прохода. Если материал твердый, то желательно установить меньшую толщину, для более мягкого материала можно установить большую толщину материала, снимаемого за один проход;
- слой материала, снимаемый боковой кромкой фрезы (Stepover) - 25% от ее диаметра, т.е. 0,5 мм. Можете поэкспериментировать с этим параметром, но не рекомендую превышать порог в 30% - скорее всего фреза будет согнута или сломана;
- скорость вращения фрезы (Spindle Speed) - я ставлю параметр условно, так как у меня скорость вращения шпинделя осуществляется аппаратно (не программно) и я устанавливаю скорость фрезы под конкретный материал с помощью внешнего ШИМ-контроллера двигателя шпинделя;
- скорость подачи фрезы (Feed Rate) - по умолчанию у меня 3 мм/с, можно варьировать параметр в зависимости от твердости материала, но по прежнему рекомендую не спешить. Лучше работать медленнее, но при этом на выходе иметь чистый рез, неперегретую фрезу. Увеличивая скорость подачи мы рискуем сорвать заготовку с крепления и повредить фрезу.
- скорость врезания фрезы (Plunge Rate) - скорость, с которой фреза входит в материал при вертикальном перемещении (как при сверлении).
Нажимаем кнопку "ОК" и теперь у нас есть все, чтобы подготовить первую управляющую программу фрезеровки нашей панели.
Этап 5. Обеспечение зазоров безопасности
При написании управляющей программы (УП), вы должны понимать, что ЧПУ-станок - это не человек, который почувствует, что что-то пошло не так, что идет как-то туго или упирается что-то. Человека остановят различные факторы, а вот станок продолжит "месить железо", если того требуют коды управляющей программы. Поэтому при создании кода управляющей программы нужно быть предельно внимательным ко всем мелочам!
Для исключения самых базовых ошибок крайне важно позаботиться о зазорах безопасности - это зазоры, которые отрабатываются при различных вспомогательных перемещениях рабочего инструмента. Например, в управляющей программе может быть написано, что сначала мы фрезеруем первое отверстие, потом второе. После того, как станок закончит с первым отверстием, он даст команду на перемещение фрезы ко второму отверстию. На пути следования фрезы может оказаться, например, крепление, которое удерживает заготовку. И в этом случае аварии не избежать!
Кстати, по закону подлости, обычно всегда, когда эти зазоры не учитываются, на пути фрезы обязательно оказывается какое-то препятствие!
Наверное, для общеобразовательных целей, чтобы впредь были умнее...
Так вот зазоры безопасности позволяют изменить путь прямой траектории и обойти возможные препятствия. Это немного увеличивает время выполнения основного кода программы, зато вы не испортите станок, фрезу и деталь!
В правом верхнем углу программы нажимаем кнопку "Toolpaths" и выбираем раздел "Setup Material and Rapid Gaps".
Самый главный параметр - это (Clearance (Z1)) - он определяет, на какую высоту надо приподнять фрезу, чтобы обеспечить безопасное вспомогательное перемещение над поверхностью детали. Ставим параметр чуть более, чем высота крепежного элемента, удерживающего деталь, и у вас никогда не будет проблем с их пересечением.
Параметр (Plunge (Z2)) определяет максимальную глубину погружения фрезы в деталь. Обычно этим никто не пользуется, но для страховки можно поставить некоторое среднее значение. Это защита, чтобы "не забуриться" фрезой в деталь с потрохами.
Параметр (Home Position) - это координаты, на которые выйдет ЧПУ-станок после завершения фрезеровки.
Вы же помните, что отсчет идет от крайнего нижнего левого угла рабочего поля станка!?
Можно установить любые координаты, например, чтобы портал станка отъехал от детали (тем самым освободив пространство для ее удобного извлечения) и поднял фрезу повыше для удобства ее очистки и извлечения.
Нажимаем кнопку "ОК" для сохранения настроек.
Этап 6. Фрезеровка по заданному контуру
Если мы оценим нашу деталь с технологической точки зрения, то становится понятным, что необходимо подготовить две программы для работы станка.
- фрезеровка внутренних отверстий;
- обрезка заготовки по внешнему контуру.
Первая операция - фрезеровка внутренних отверстий
Необходимо выбрать все векторы, которые мы будем фрезеровать, для этого зажимаем кнопку "Shift" и мышкой выбираем все отверстия. У нас их 7 шт.
В правом верхнем углу программы нажимаем кнопку "Toolpaths" и выбираем раздел "Create Profile Toolpath".
Устанавливаем основные параметры обработки фрезой:
- начальная глубина (Start Depth) - 0 мм. Ранее мы поставили начальную точку отсчета по высоте как верхний край;
- глубина фрезеровки (Cut Depth) - общая глубина, на которую нужно сделать фрезеровку, в нашем случае мы делаем фрезеровку на всю толщину панели, на 2 мм;
Обращаю особое внимание, что ставится положительное число, несмотря на тот факт, что фрезеровка будет идти вниз в область отрицательных значений.
- инструмент (Tool) - выбираем инструмент, который мы подготовили на этапе 4 (подготовка режущего инструмента);
- направление фрезеровки (Inside/Left) - фрезеровка по внутреннему контуру вектора.
Нажимаем кнопку "Calculate" для вычисления траектории движения фрезы по заданным контурам.
Получаем вот такую занимательную картинку, по которой видно, как будет двигаться фреза во время работы ЧПУ-станка.
А если нажать кнопку "Preview Toolpaths", то можно увидеть целую анимацию в ускоренном режиме процесса фрезеровки.
Возвращаемся обратно на закладку, где загружен файл с расширением *.dxf и переходим к обработке детали по внешнему контуру.
Вторая операция - обрезка заготовки по внешнему контуру
На этом этапе есть маленькая хитрость!
Если вы попытаетесь выбирать элементы внешнего контура, то увидите, что внешний контур состоит из множества отдельных частей. Для обработки внешнего контура не достаточно выбрать все сегменты внешнего контура, как это было, когда мы выбирали все отверстия для их внутренней фрезеровки. Программа должна понимать, что внешний контур - это единая замкнутая линия, поэтому в программе есть специальная команда - "Join open vectors"/"Замкнуть открытие вектора". Для выполнения этой процедуры мы сначала выделяем все сегменты внешнего контура с помощью зажатой кнопки "Shift", а потом нажимаем кнопку "Join open vectors".
Нажимаем кнопку "Join" и закрываем это окно (кнопка "Close").
Можете попробовать теперь выделить какой-нибудь элемент внешнего контура и вы увидите, что теперь это единый замкнутый вектор.
Далее мы действуем по отработанному сценарию!
Выделяем внешний контур детали и в правом верхнем углу программы нажимаем кнопку "Toolpaths" и выбираем раздел "Create Profile Toolpath".
Устанавливаем основные параметры обработки фрезой:
Они практически не изменились за исключением того, что внутренний контур изменился на внешний!
- начальная глубина (Start Depth) - 0 мм;
- глубина фрезеровки (Cut Depth) - общая глубина, на которую нужно сделать фрезеровку, в нашем случае мы делаем фрезеровку на всю толщину панели, на 2 мм;
- инструмент (Tool) - выбираем инструмент, который мы подготовили на этапе 4 (подготовка режущего инструмента).
- направление фрезеровки (Outside/Right) - фрезеровка по внешнему контуру вектора.
Нажимаем кнопку "Calculate" для вычисления траектории движения фрезы по выбранному контуру.
Получаем вторую картинку, по которой видно, как будет двигаться фреза во время работы ЧПУ-станка.
Нажимаем кнопку "Preview Toolpaths" и смотрим анимацию в ускоренном режиме процесса фрезеровки.
Как видите, программа смоделировала ту деталь, которую мы запланировали изготовить! На первых порах это весьма впечатляет!
Этап 7. Сохранение вычисленных траекторий
На этапах симуляции фрезеровки и анимации этих процессов мы убедились, что отрисованный результат - это то, чего мы добивались. Теперь наша задача - сохранить управляющую программу для последующего запуска на станке ЧПУ. Для сохранения общей управляющей программы необходимо выделить оба профиля фрезеровки детали (первый - фрезеровка внутренних отверстий, второй - обрезка детали по внешнему контуру) и нажать кнопку "Save Toolpath", что дословно переводится как сохранить траекторию движения инструмента.
Обратите внимание, что порядок следования этих профилей имеет значение! Если первым профилем будет стоять "обрезка детали по внешнему контуру", то и в управляющей программе это выполнится в первую очередь, а уже потом ЧПУ -станок приступит к фрезеровке внутренних отверстий.
В ЧПУ-станках существует такой параметр, как "Post Processor"/Постпроцессор.
Постпроцессор в станках с ЧПУ — это специальный программный модуль, который преобразует данные, полученные из файла траектории движения инструмента и данные, сформированные CAD/CAM-системой, в систему команд, соответствующих спецификациям определённого станка.
Если по простому, то это некоторая система команд, которая свойственна определенному станку. Если мы работаем со станками на базе GRBL, то смело можно выбирать постпроцессор "G Code (mm)(*.tap)" и нажимать кнопу "Save Toolpath(s)". Если у вас ЧПУ-станок, подразумевающий работу с определенным "постпроцессором", то следует выбрать правильный "постпроцессор" из предоставленного огромного списка.
Программа предложит сохранить вам в удобном месте файл фрезеровки с расширением *.tap. Дайте ему любое понятное имя и откройте обычным блокнотом. Вы увидите G-код, который будет выполняться станком во время процедуры фрезерования.
Рекомендую сохранить файл проекта на случай его дальнейшего использования или редактирования.
Файл проекта фрезеровки детали сохранится с расширением *.crv.
Этап 8. Проверка кода фрезеровки альтернативной программой
Стоит понимать, что программы не идеальны и иногда дают сбой!
Я несколько раз в своей практике видел такую ситуацию, что управляющая программа показывала отличный результат в симуляции и анимации, но не работала на реальном станке (причины могут быть разные, сейчас не будем это обсуждать).
Для исключения возможных проблем я рекомендую воспользоваться программой просмоторщиком G-кода. Программа сразу дает понять, что код, который вы будете подгружать в станок, корректный или же нет. Я уже многие годы пользуюсь программой gCodeViewer и могу смело ее рекомендовать.
Программа очень наглядная, можно посмотреть деталь со всех ракурсов, увидеть, сколько заходов будет делать фреза в процессе работы и многое другое.
Убедившись, что исполняемый файл читается корректно, смело записывайте его на USB-флеш-накопитель и подгружайте в ЧПУ-станок. Уверен, что после подробного пояснения деталь будет в точности соответствовать тому, что вы проектировали!
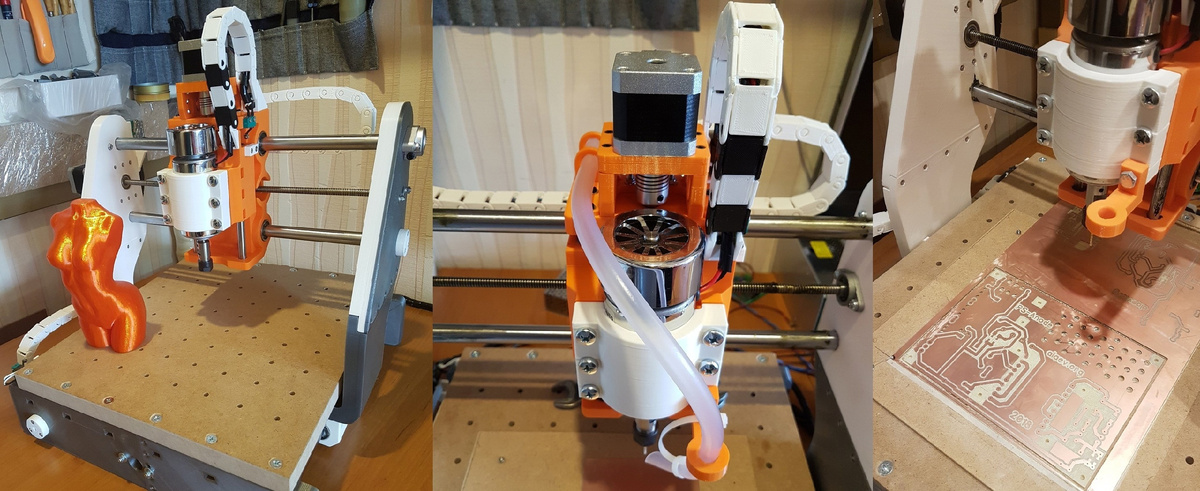
На фото ниже отфрезерованная деталь без какой-либо постобработки. Осталось только притупить острую кромку и убрать заусенцы. Все остальное сделал ЧПУ-станок по управляющей программе!