
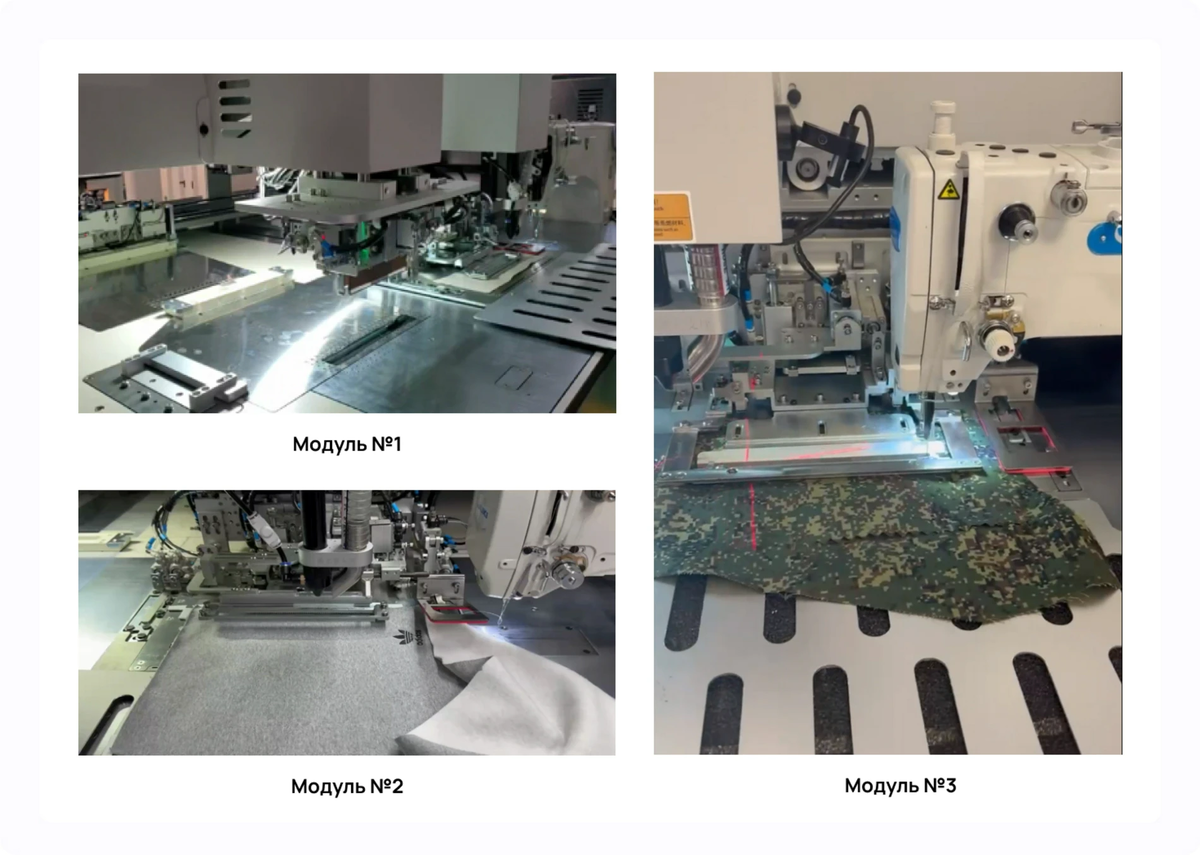
Компания «Трансметалл» рада представить вашему вниманию автоматизированное рабочее место для обработки прорезных карманов DING NIU DN-1008-2T. Оборудование состоит из трех основных модулей:
- Пневматический модуль формования рамки с вакуумным устройством подготовки деталей кармана: листочки, обтачек, подкладки кармана к последующей обработке.
- Модуль лазерного разрезания входа в карман со световой лазерной разметкой для размещения основной детали и устройством фиксации детали.
Управление процессом и программирование линий разреза, строчек настрачивания и закрепок выполняется непосредственно на дисплее блока управления. Сначала из приведенных вариантов выбирают вид обработки – конфигурацию линии лазерной резки, вид и конфигурацию строчки, а также вид закрепки.
Затем в пределах выбранного варианта устанавливаются необходимые параметры – длина линии разреза или её отдельных участков, длина строчки настрачивания и длина стежка, а также параметры закрепки: длина стежка и количество повторов для прямолинейной закрепки, ширина и длина стежка и их количество для зигзагообразной закрепки.
Это оборудование применяется для обработки прорезных карманов различных конструкций – с листочкой, с обтачками, с молнией в изделиях из различных материалов.
На оборудовании DING NIU DN-1008-2T можно обработать карманы с различными параметрами входа в карман: длиной от 100 и шириной до 210 мм, то есть c расстоянием между строчками от 10 до 40 мм. Для этого устанавливается сменная оснастка под определенный размер кармана: длину и ширину входа в карман. С применением оснастки одного размера можно обработать прорезные карманы различных конструкций, но неизменными параметрами входа в карман: длины и ширины.
Изготовление кармана на машине DING NIU DN-1008-2T включает в себя три последовательных стадии:
- Разрезание входа в карман;
- Формирование рамки;
- Соединение деталей кармана с основной деталью.
Разрезание входа в карман выполняется лазером с регулируемыми параметрами: скоростью разрезания и мощностью луча лазера. Необходимо отметить, что разрезание входа в карман может выполняться по любой траектории, а не только по прямой, что является существенным преимуществом по сравнению с полуавтоматической машиной для обработки кармана с прямым ножом. Например, при разрезании входа в карман по зигзагообразной траектории обеспечивается лучшее выворачивание карманов (без стягивания), более качественное формирование подгиба срезов рамки, а также отсутствие пролегания подогнутых срезов на лицевой стороне изделий, что особенно заметно в многослойных изделиях и в изделиях из плотных материалов.
Одновременно с разрезанием входа в карман в зоне формирования рамки производится размещение деталей кармана – листочки, обтачек, молнии, одной части подкладки кармана с подгибанием верхнего среза.
После разрезания входа в карман основная деталь, надежно зафиксированная в специальной раме, поступает в зону формирования рамки кармана, где выполняется подгибание на изнаночную сторону припусков на обработку по периметру кармана на основной детали, а также прикрепление деталей кармана к основной детали и их пневмофиксация.
После этого обрабатываемые детали поступают в зону шитья. Как правило, ниточное соединение деталей кармана с предварительно сформированной рамкой выполняется за три этапа:
1 этап. Обработка нижней части кармана – соединение нижней обтачки или листочки, или нижней части тесьмы-молнии, и меньшей части подкладки кармана с основной деталью по нижнему краю рамки.
2 этап. Обработка верхней части кармана – соединение деталей (верхней обтачки, верхней части тесьмы-молнии) и большей части подкладки кармана с основной деталью.
3 этап. Закрепление концов кармана.
Пока выполняется первый этап шитья, в зоне формирования укладывается вторая часть подкладки кармана. После завершения первого этапа основная деталь с обработанной нижней частью кармана снова отправляется в зону формирования, где пневмоспособом соединяется с верхней частью подкладки кармана и с верхней обтачкой, если выполняется карман в рамку с двумя обтачками.
При такой обработке кармана исключаются отдельные операции притачивания подкладки кармана к припускам швов притачивания листочки, закрепление концов кармана с изнаночной стороны. Качество обработки не зависит от квалификации оператора и неизменно в каждой единице изделия.
Трудоемкость обработки кармана составляет от 40 секунд до 1 минуты в зависимости от длины входа, вида закрепки, скорости и траектории разрезания входа в карман. Выпуск в смену 8 часов составит от 480 до 720 карманов. Трудоёмкость обработки одного прорезного кармана по традиционной технологии на универсальной швейной машине и ручном разрезании входа в карман составляет 200-250 сек. Выпуск в смену – не более 150 карманов.
Преимущества обработки карманов на DING NIU DN-1008-2T по сравнению с обработкой прорезного кармана на полуавтоматическом оборудовании с автоматическим разрезанием входа в карман механическим ножом заключается в универсальности и возможности обработки различных видов прорезных карманов в пределах геометрических параметров установленной технологической оснастки.
Срок окупаемости оборудования – не более 12 месяцев.
Технические характеристики DING NIU DN-1008-2T:
- Мощность двигателя – 750 Вт
- Мощность лазера – 100 Вт
- Длина стежка – до 3.5 мм
- Скорость шитья – до 2500 стежков/мин
- Автоматическая система смазки
- Память блока управления на 999 программ шитья. Требуется подключение к компрессору. Необходимое давление воздуха – 0.5 Мпа.
Автоматизированное рабочее место DING NIU DN-1008-2T – одна из новинок 2025 года в ассортименте компании «Трансметалл». Первая партия этого оборудования уже успешно внедрена в технологические процессы действующих производств и радует своих обладателей.
Технические специалисты «Трансметалл» основательно разобрались в конструктивных особенностях и технических возможностях DING NIU DN-1008-2T и помогут нашим клиентам, решившимся на приобретение данного оборудования, запустить его в процесс производства изделий и выполнить все необходимые настройки!