Сварочные швы — это основа любого сварного соединения, будь то металлические конструкции в строительстве, детали машин или даже элементы декора. Представляют собой участок, где металл расплавляется и затем затвердевает, соединяя две или более детали в единое целое. От качества и типа сварочного шва зависят прочность, долговечность и внешний вид готового изделия.
Цель этой статьи — рассмотреть основные виды сварочных швов, их особенности и области применения, чтобы помочь разобраться в этом важном аспекте сварочного дела.
Основные классификации сварочных швов
Сварочные или сварные швы классифицируются по нескольким признакам, что позволяет систематизировать их и выбрать подходящий тип для конкретной задачи. Основные категории включают классификацию по способу соединения деталей и по форме с расположением шва.
По способу соединения деталей
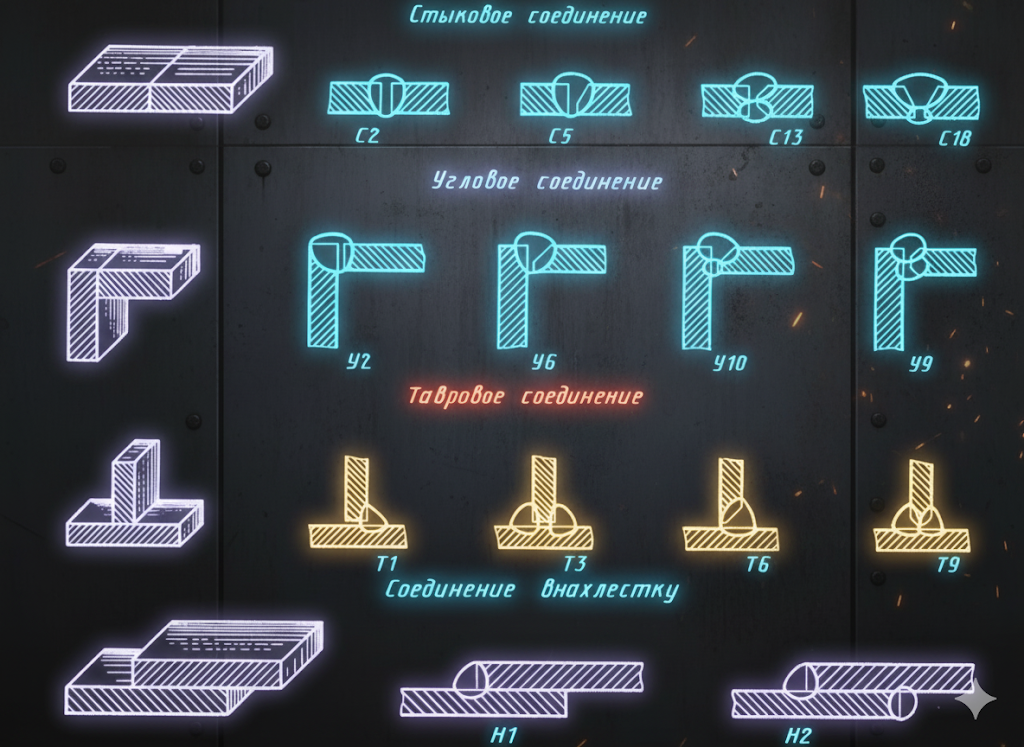
- Стыковые швы применяются, когда две детали соединяются в одной плоскости торцами. Обеспечивают высокую прочность и минимальную деформацию. Это один из самых распространенных видов, используемых, например, при сварке труб или листов металла.
- Угловые швы необходимы для соединения деталей под углом, чаще всего под 90 градусов. Популярны в изготовлении рам, каркасов и других конструкций, где требуется жесткость углового соединения.
- Нахлесточные швы возникают, когда одна деталь частично перекрывает другую, а сварка выполняется вдоль кромки или по периметру. Просты в исполнении и часто применяются в бытовых изделиях или при работе с тонким металлом.
- Тавровые швы — название происходит от формы соединения, напоминающей букву "Т". Такие швы нужны когда одна деталь приставляется торцом к поверхности другой. Незаменимы в строительстве и машиностроении, например, при создании балок или ферм.
По форме и расположению
- Прямолинейные швы — самый простой вид, представляющий собой прямую линию. Удобны для автоматизированной сварки и обеспечивают равномерное распределение нагрузки.
- Криволинейные швы выполняются по изогнутой траектории и требуют высокой квалификации сварщика. Применяются в сложных конструкциях или при декоративной сварке.
- Горизонтальные, вертикальные и потолочные швы — расположение шва зависит от положения свариваемых деталей. Горизонтальные швы наиболее удобны, вертикальные сложнее из-за стекания расплавленного металла, а потолочные считаются самыми трудоемкими, так как сварка ведется снизу вверх.
Эта классификация помогает понять, как разнообразны сварочные швы и как их выбор зависит от конструкции и условий работы.
Характеристики сварных швов
Помимо классификации по способу соединения и форме, сварочные швы различаются по ряду характеристик, которые влияют на их свойства и применение. Эти параметры определяют прочность, внешний вид и сложность выполнения шва.
Односторонние и двусторонние швы
- Односторонние швы выполняются с одной стороны соединения. Они проще и быстрее в исполнении, но могут уступать в прочности при высоких нагрузках. Используются там, где доступ к обратной стороне детали затруднен.
- Двусторонние швы предполагают сварку с обеих сторон. Они обеспечивают более надежное соединение и применяются в конструкциях, требующих максимальной прочности, например, в мостостроении или при сварке толстого металла.
Сплошные и прерывистые (точечные) швы
- Сплошные швы представляют собой непрерывную линию сварки. Гарантируют герметичность и высокую прочность, что важно для резервуаров, трубопроводов и других изделий, работающих под давлением.
- Прерывистые (точечные) швы состоят из отдельных участков сварки с промежутками между ними. Их выбирают для экономии материалов и времени, а также там, где полная герметичность не требуется, например, в легких металлических каркасах.
Глубина проплавления и ширина шва
- Глубина проплавления зависит от мощности сварочного оборудования и толщины металла. Чем глубже проплавление, тем прочнее соединение, но чрезмерная глубина может привести к перегреву и деформации.
- Ширина шва влияет на его внешний вид и распределение нагрузки. Узкие швы эстетичны и экономичны, тогда как широкие обеспечивают большую площадь контакта и устойчивость к разрыву.
Эти характеристики позволяют сварщикам адаптировать швы под конкретные задачи, балансируя между прочностью, внешним видом и технологическими ограничениями.
Технологические особенности выполнения швов
Качество и свойства сварочных швов во многом зависят от технологии их выполнения. Разные методы сварки, подготовка материалов и выбор параметров играют ключевую роль в процессе.
Влияние типа сварки
Технология сварки напрямую влияет на характеристики шва:
- Плазменная сварка отличается высокой скоростью и глубиной проплавления, что идеально для толстых металлов и тавровых соединений.
- Газовая сварка чаще используется для тонких листов и нахлесточных швов, хотя уступает в скорости современным методам.
Каждый тип сварки требует соответствующего оборудования и навыков, что влияет на выбор шва.
Подготовка кромок и выбор параметров сварки
Перед сваркой важно правильно подготовить соединяемые детали:
- Кромки могут быть прямыми, скошенными (V-образными, X-образными) или с разделкой, в зависимости от толщины металла и типа шва. Например, для стыковых швов на толстых листах часто делают V-образную разделку для лучшего проплавления.
- Параметры сварки — сила тока, напряжение, скорость подачи проволоки — подбираются под материал (сталь, алюминий, нержавейка) и положение шва. Неправильная настройка может привести к дефектам, таким как поры или непровар.
Примеры оборудования и материалов
- Для ручной дуговой сварки используются электроды с покрытием, которые подбираются по типу металла.
- В полуавтоматической сварке (MIG/MAG) применяют проволоку и защитный газ, что ускоряет процесс и улучшает качество сплошных швов.
- Плазменные установки требуют специальных горелок и высокой точности, что оправдано для сложных криволинейных швов.
Технологические особенности позволяют адаптировать процесс сварки под конкретные условия, будь то работа в цеху или на открытой стройплощадке, обеспечивая надежность и долговечность швов. Выбор шва — это баланс между требованиями к изделию и доступными ресурсами.
Подписывайтесь на соцсети маркетплейса «Рывок» и будьте в курсе актуальных акций и новинок — Тенчат, Вконтакте и Телеграм.