Неразрушающий контроль - это метод оценки целостности материала как на предмет поверхностных, так и на предмет внутренних недостатков без уничтожения образца. Анализируется металлургическое состояние образца без нарушения структурных и композиционных свойств. Существуют различные типы методов неразрушающего контроля, которые могут использоваться в соответствии с типом материала и его применения. С помощью неразрушающего контроля может обнаруживаться и оцениваться множество дефектов, таких как трещины, отверстия, изменения размерности и примесей. Неразрушающий контроль также может использоваться, для поиска поверхностных или внутренних пустот, расслоений, полостей или преждевременных трещин в покрытиях. Сравниваются результаты тестирования деталей с соответствующими стандартами, чтобы найти точное местоположение недостатка. Может исследоваться общий механизм или его часть в системе контроля качества. Иногда необходимо более одного метода неразрушающего контроля, чтобы обнаружить точное местоположение дефекта. Следовательно, в этом домене доступны несколько методов контроля с определенными атрибутами, чтобы точно идентифицировать дефект. Разнообразные методы используются для металлов, пластмасс, композитов и керамики. Неразрушающий контроль выполняется после расчетного интервала времени (в зависимости от сферы применения материалов, например, части самолета испытываются после каждого полета), чтобы предотвратить отказ и повысить надежность, безопасность и эффективное использование.
Методы неразрушающего контроля
Существует ряд методов неразрушающего контроля, которые можно использовать для обнаружения дефектов:
1. Визуальный осмотр (ВТ)
2. Ультразвуковой контроль (УЗК)
В этой технике ультразвуковые волны направляются на нужный объект или часть. Для обнаружения дефектов посылаются короткие импульсные волны частотой от 0,1 до 15 МГц. Он может измерять толщину объектов при оценке коррозии трубопровода или связанных с ним объектов. УЗ состоит из двух компонентов для обнаружения дефектов, а именно преобразователя и детектора. Обычно к дефектоскопу подключают пьезоэлектрический преобразователь, который перемещают по исследуемой поверхности. Контактная жидкость используется для эффективной передачи ультразвуковых волн и повышения точности. Но эта контактная жидкость отсутствует в передовых методах ультразвукового контроля, включая электромагнитно-акустический преобразователь или лазерное возбуждение. Он имеет два типа, включая эхо-импульс и сквозную передачу. В эхо-импульсном методе один и тот же преобразователь действует как излучатель ультразвуковых волн и принимает обратно эхо-сигналы для анализа. В передаче используется преобразователь на одном конце и приемник на другом конце.
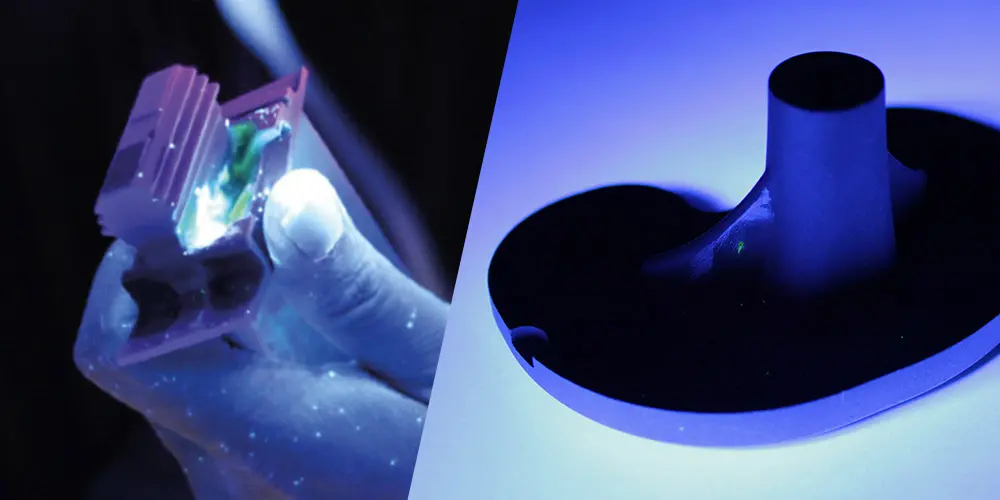
3. Капиллярный контроль (LPT)
Он также известен как LPT, при котором на исследуемую поверхность наносится флуоресцентный или цветной краситель. Аэрокосмическая и медицинская промышленность обычно используют этот метод для визуализации дефектов компонентов машин. Требуется чистая поверхность, поэтому перед применением этой техники поверхности очищаются от любого вида пыли, ржавчины или окалины. В этой технике вы наносите на исследуемую часть любую цветную, флуоресцентную или видимую жидкость. После удаления излишков пенетранта через определенное время наносится проявочный раствор, работающий по принципу капиллярного действия. Под действием ультрафиолетового излучения (интенсивность 1000 микроватт на квадратный сантиметр) флуоресцентный материал исследуется там, где теперь видны дефекты.
4. Вихретоковый контроль (ET)
Вихретоковый контроль используется для электропроводящих материалов, поскольку он использует принцип электромагнетизма для дефектоскопии. В нем используется катушка, через которую проходит переменный ток. Эта катушка помещается рядом с испытуемой поверхностью. Изменение магнитного поля переменного тока способствует возникновению вихревых токов в образце. Изменения фазы и величины этих вихревых токов используются для обнаружения трещин, пустот или неровностей. Чем больше плотность вихревых токов, тем выше шансы определить дефекты на большую глубину проводящего образца.
5. Магнитный контроль (MPI)
Этот метод, также известный как MPI, использует магнитные частицы для обнаружения линейных дефектов вблизи поверхности ферромагнитных частиц, обычно используемых для исследования поверхности. Сначала исследуемый образец намагничивается с помощью магнитного ярма. Магнитные линии будут деформироваться или изменять форму там, где присутствует дефект (трещина, пустота или утечка). Когда магнитные частицы разбрызгиваются по поверхности, они собираются и перекрывают зазор над дефектной областью. Этот метод известен своим высоким разрешением и обычно применяется к образцам железа.
6. Ультразвуковой контроль (AET)
Это тестирование позволит вам контролировать ультразвуковые волны напряжения, излучаемые деформируемым материалом под нагрузкой. Вам нужно будет установить датчик на исследуемую деталь, и этот датчик будет преобразовывать эти волны напряжения в электрические сигналы. Для этого теста необходим внешний раздражитель, такой как высокая температура, давление или нагрузка. Вы можете использовать этот метод для изучения структурной целостности и работоспособности компонентов. Вы можете применить эту технику для поиска дефектов, таких как трещины и поломки.
Компания «КЕМИКА» предлагает своим клиентам продукцию для микроскопии и твердометрии, а также продукцию фирмы «KEMET» для металлографии и пробоподготовки: http://kemika.ru/