Ручная электросварка предполагает ручное разжигание электрической дуги и движение электрода в нужном месте с целью получения прочного шва.
Разжигание дуги

Зажигают электрическую дугу двумя способами:
- Кратковременным прикосновением электрода к поверхности свариваемой металлической детали.
- Движением электрода по металлу, напоминающим зажигание обычной спички.
После зажигание дуги для увеличения ее стабильности электрод отодвигается от металла на расстояние 0,5-1 Ø электрода.
Движение электрода
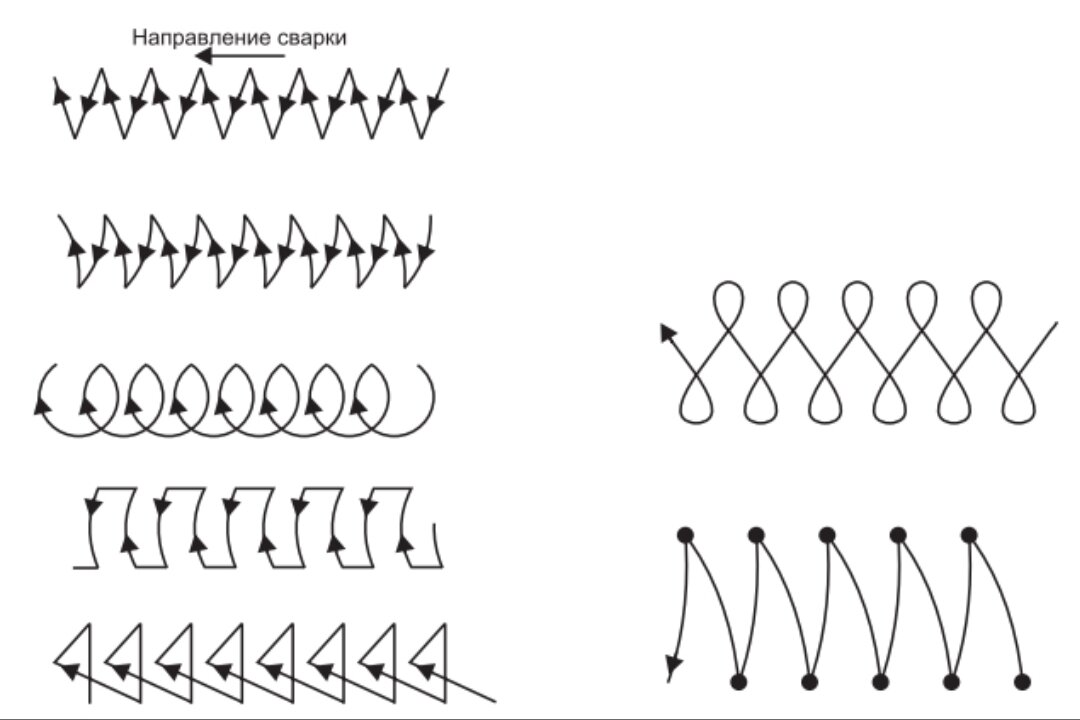
Для формирования качественного шва можно использовать 3 способа движения электрода:
- Плавное поступательное движение с постепенным приближением и удалением электрода от свариваемого металла.
- Движение электрода вдоль стыка. Оно считается основным. Скорость выбирают с учетом режима сварки, типа свариваемого соединения и силы рабочего тока.
- Движение, перпендикулярное шву. Благодаря такому движению электрода удается достичь средней глубины провара металла.
Квалифицированный сварщик должен уметь длительно держать дугу в процессе движения всеми перечисленными выше способами.
Образование сварочного шва
Уровень тока устанавливают на аппарате с учетом типа свариваемого стыка и сечения электрода. Для сварки шва в нижнем положении с помощью электрода Ø 3 мм требуется устанавливать на аппарате ток 75-100 А. Если варят такой же шов электродом Ø 5 мм, то требуется использовать ток в приделах 160-180 А.
Для качественной сварки металлов нужно уменьшать ток для электродов толщиной 3 мм до 80 А и до 150 А для электродов толщиной 5 мм. Варить потолочные швы нужно 3-кой или 4-кой, при этом нужно устанавливать на сварочном аппарате ток 70-100 А.