Разберемся в технологических особенностях проектирования и монтажа напорных полипропиленовых труб, освоим правила и тонкости раструбной полифузной сварки изделий на основе пропилена. Рассмотрим причины возможных дефектов соединений и научимся их избегать.

Физические свойства полипропилена обуславливают специфические требования к планированию и прокладке трубопроводной системы.
Особенности проектирования полипропиленовых трубопроводов
Полимерным изделиям свойственно сокращаться при охлаждении и удлиняться при нагревании. Характеристика не влияет на системы с холодной водой, но актуальна при планировании отопительных систем и горячего водоснабжения.
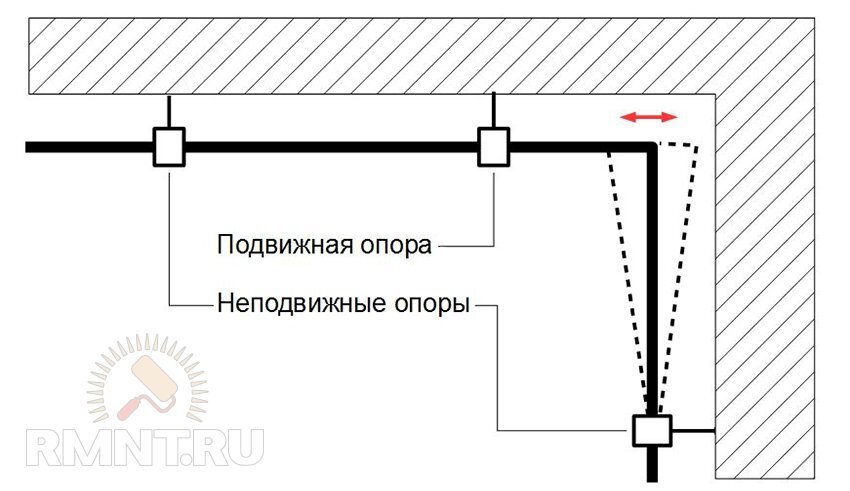
Существует несколько вариантов компенсаций линейных расширений труб протяженностью более 5 метров. Естественную гибкость полимера используют на угловых участках, закрепляемых в скользящих опорах и изгибающихся при колебаниях температуры.
Подобным образом работают П-образные расширители, изготавливаемые из муфт и кусков труб.
Заводские петлеобразные компенсаторы пригодны для погашения расширения в интервале 45–80 мм, в зависимости от диаметра трубы.
Ещё одно простое и быстрое решение — установка сильфонного компенсатора осевого типа, оснащенного крепежными узлами и занимающего минимум пространства.
При замене труб в рамках санузла проектируют подвижное закрепление магистралей, обеспечивающее свободное перемещение трубопроводов в опорах и не требующее дополнительных компенсаторов. При прокладке труб в каналах и шахтах стояки размещают подальше от стен, увеличивая тем самым плечо сгиба.
Подготовка материалов
Учитывая особенности эксплуатации будущего трубопровода, выбирают подходящую разновидность полипропиленовых труб, разделяющихся по классам и имеющих различную маркировку:
- Для холодной воды — PN10, PN16.
- Для горячей — PN20.
- Для отопительных систем — PN25.
Между марками PN20 и PN16 разница цен небольшая, поэтому при полной замене коммуникаций обычно используют трубу PN20 для всех водопроводов. Подводку к оборудованию выполняют тонкими трубами (21,2 — наружный диаметр), для стояков и подключения нескольких потребителей применяют более толстые изделия.
Предварительно делают схему водоснабжения, внутренние магистрали проектируют на сварных муфтах, разъемные соединения планируют в доступных для ревизии местах. На основании созданных чертежей рассчитывают длину труб и количество комплектующих.
Раструбная сварка полипропиленовых изделий
Полипропиленовые трубы калибром до 63 мм соединяют посредством раструбной сварки. Две трубы стыкуют с использованием третьего элемента — муфты, а резьбовые узлы организовывают при помощи фитингов с раструбом.
Необходимые инструменты
Для самостоятельной сварки полипропиленового трубопровода потребуется:
- Аппарат для полифузной сварки, насадки нужного размера.
- Термометр контактный.
- Ленточный ключ.
- Удлинитель-переноска электрическая.
- Труборез для пластиковых труб.
- Приспособление для зачистки.
- Рулетка, маркер, острый нож.
- Спирт для обезжиривания.
- Тряпка из натуральной ткани.
- Монтажные зажимы.
Нет смысла приобретать сварочный агрегат для разового использования — целесообразнее взять напрокат полный набор инструментов, включающий всё необходимое для монтажных работ.
Подготовка к сварке
До проведения сварки внимательно осматривают весь материал на предмет деформаций. Проверяют фитинги, надев их на насадку — «сидящие» чрезмерно свободно детали отбраковывают. Контролируют исправность вентилей и кранов, резьбы прогоняют ответной деталью.
Выполняют пробный отрез трубы ножницами, в случае сдавливания ими стенок изделия затачивают рабочие части инструмента.
Порядок сварки
Сварочный агрегат размещают на ровной поверхности, прикрепляют насадки. Выставив регулятором температуру 250–270 °C, включают питание аппарата. После прогрева устройства (10–15 минут) очищают насадки брезентовой ветошью от загрязнений, оставшихся от предыдущей сварки. Работать начинают после разогрева инструмента до 260 °C, в чём убеждаются по индикатору и проверяют температуру насадки контактным термометром. Далее приступают непосредственно к сварке:
- Обрезают под прямым углом трубу нужного размера, учитывая заходы в фитинги.
- При распиливании ножовкой по металлу края среза зачищают от заусенцев ножом.
- При обработке армированных алюминием труб зачисткой снимают пластик и фольгу на длину сварочного шва.
- На краю трубы подрезают фаску под углом в 30–45°.
- Ставят маркером риску на расстоянии, соответствующим глубине фитинга плюс 1–2 мм.
- Свариваемые поверхности очищают и обезжиривают.
- Надевают на разогретую насадку муфту, затем вставляют трубу в гильзу, засовывая её до метки.
- Выдерживают обе детали в течение одинакового времени согласно техническим параметрам сварки.
- По окончании нагрева полипропиленовые изделия снимают и размеренным движением насаживают фитинг на трубу до метки, исключая малейший осевой поворот.
- Свежий шов фиксируют на 20–30 секунд для частичного охлаждения стыка, достаточного для удержания трубы в муфте.
- Оставляют соединение неподвижным на 3–4 минуты, не допуская любых изгибов.
- Проверяют визуально качество сделанного стыка.
В процессе работы следят за чистотой тефлоновых покрытий насадок, удаляют остатки пластика.
Правильное сварное соединение имеет у кромки раструба сплошной валик оплавленного пластика. Неудачная стыковка исправляется лишь удалением фитинга и установкой нового, поэтому лучше немного потренироваться на обрезках и разобраться в тонкостях сварки.
Дефекты соединений и причины их возникновения
Отсутствие или отделение бурта от сварочного шва:
- Превышена температура нагрева.
- Излишняя длина насадок.
- Отклонение от времени нагрева.
Малая высота бурта:
- Низкая температура нагрева.
- Недостаточная продолжительность разогрева.
- Несоответствие диаметров деталей.
Косой стык: нарушение соосности фитинга и трубы.
Овальность краев: неправильная фиксация заготовок.
Пустоты в сварном стыке:
- Поврежденная поверхность трубы.
- Смещение оси при соединении.
- Значительные отклонения размеров деталей.
- Грязные поверхности.
- Пригар пластика на насадках.
Неполная длина сварочного шва:
- Недостаточная температура.
- Малое время нагрева.
- Превышение времени стыковки.
- Неровный конец трубы.
Заужен проход в месте сварки:
- Чрезмерное давление при стыковке.
- Перегрев материалов.
Пробное заполнение водой производят спустя час после завершения последнего стыка. Спустив воздух в верхних точках системы, наполняют её водой и держат давление 30–40 минут. Осмотрев водоводы, убеждаются в отсутствии протечек.
Освоение пайки полипропиленовых узлов является главной задачей, решаемой при замене старых труб. В остальном монтаж этого типа трубопровода выполняется согласно общепринятым нормам.
© рмнт.ру, Игорь Максимов